|
|
|
|
| 基于FANUC 0i MA系统的MasterCAM 9.0后置处理程序的编辑 | |
|
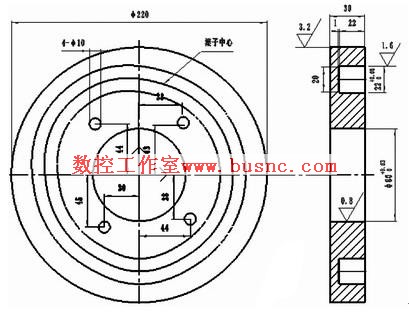
I-DEAS 10 NX Series软件是美国UGS公司推出的一套包含计算机辅助设计、制造和工程分析(CAD/CAM/CAE)的集成软件系统,模块众多,功能强大。软件采用了主模型技术和当今CAD领域最先进的变量化造型系统,为企业新产品开发提供了完整的解决方案和强有力的技术支持。自从许昌烟草机械有限责任公司1998年购置I-DEAS软件以来,它就在烟机新产品开发的各个阶段得到了广泛的应用,极大地提高了产品质量,缩短了产品开发周期,创造了很好的经济效益。创成式加工(Generative Machining)是I-DEAS软件集成的加工模块,该模块提供了2.5~3轴铣削加工,4~5轴点位加工和车削加工,每种加工方式有多种加工策略供选择。创成式加工不仅可以直接加工由I-DEAS软件造型(Master modeler)模块设计的曲线、曲面和实体,而且可以对通过数据接口导入的其他CAD系统生成的零件进行NC编程。编程人员根据工件的特点,通过选择加工方式,制定加工策略,生成刀具路径,再通过软件提供的C-Post通用后置处理程序对生成的刀具路径编译,得到针对不同数控机床控制系统的加工程序,加工程序再通过DNC程序传输软件传输到数控机床进行加工,最终得到设计的零件。利用I-DEAS软件提供的强大功能,我们对卷烟机上使用的多种异型件进行了三维造型,设计了刀具路径,生成了加工程序,并在车间从瑞士进口的VCP1000高速铣床上试制成功。下面是我们利用I-DEAS软件解决平面凸轮槽加工难题的例子,写出来与大家交流。 一、问题的提出 我厂P70卷烟机有种平面凸轮槽零件,如图1所示。
图1 P70卷烟机的平面凸轮槽零件 其中滚子中心轨迹由极坐标给出,图纸要求滚子在凸轮槽中运动光滑流畅,但是图纸中只给出了36个点的坐标,相当于每隔10°有一个坐标点,由于间隔过大,这些点不能准确地表达出凸轮滚子运动的规律,使加工无法进行。 二、问题的解决过程
1.失败的尝试
(1)构造凸轮轮廓
图2 输入凸轮轮廓
(2)创建二维轮廓刀具路径
图3 设置轮廓参数
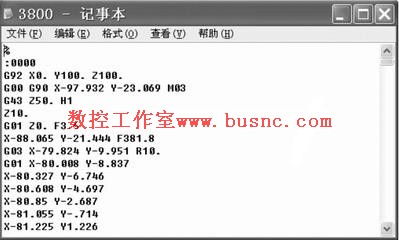
(3)得到插值点
图4 所生成的加工程序 利用上述方法得到的插值点,我们编制了数控程序,并在车间VCP1000高速铣上试用,一个新的问题出现了:由图1可知,凸轮槽槽宽Φ22+0.05,尺寸要求严,如果直接利用Φ22刀具加工,无法达到图纸精度要求。因此,我们原定加工方案是利用Φ16机夹刀粗铣型腔,再使用Φ16侧精刃铣刀并利用数控装置的半径补偿功能精加工凸轮轨道面。但是由于坐标点数过密造成刀具过切,使得刀具补偿功能无法使用,机床拒绝执行程序,使得加工无法进行。针对这一问题,我们仔细分析了解题思路,认为在上面的解题过程中,思路过于僵化、简单,看到图纸中描述凸轮滚子中心线轨迹坐标点数不足,只习惯性的想到插值进行细化,未考虑整个加工过程,结果使问题陷入僵局。
2.问题的解决
(1)建立基础实体
图5 生成基础实体
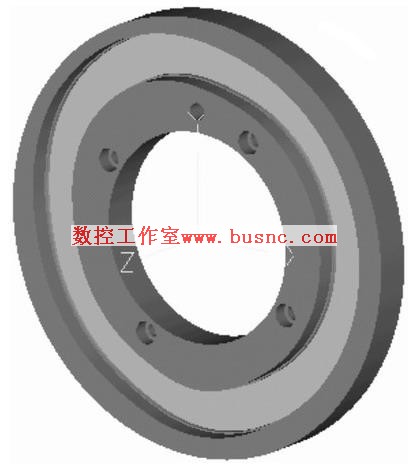
(2)建立凸轮槽三维模型
图6 所生成的实体模型
(3)建立凸轮槽粗加工刀具路径
图7 任务选择对话框
图8 操作选择对话框
图9 操作设置对话框 通过对图9中各项目的设置,最后得到凸轮槽型腔粗加工的刀具路径如图10所示。
图10 粗加工的刀具路径
(4)建立凸轮槽侧面精加工刀具路径
图11 操作选择对话框 通过对图9中各项目的设置,最后得到凸轮槽侧面滚子轨道面精加工的刀具路径如图12所示。
图12精加工的刀具路径
(5)后置处理,生成数控机床加工程序
图13 最终生成的加工程序
三、结束语 |
 |