|
|
|
|
|
标准型数控系统软件 |
|
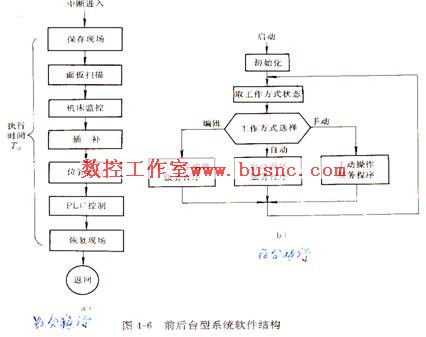
数控系统控制软件常采用两种结构,一种是前后台型结构,另一种是中断型结构。着重介绍前后台型软件结构特点。
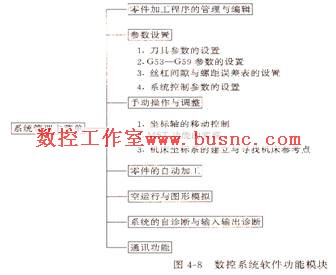
在这种结构中,后台程序完成协调管理、数据译码、预计算数据以及显示坐标等无实时性要求的任务。前台程序完成机床监控、操作面板扫描、插补计算、位置控制等实时控制。由于每次中断发生时,前台程序的执行路径不同,执行的时间也不同,但其最大执行时间必须小于中断周期,而两次中断之间的时间正是用来执行背景主程序。 2、数控系统功能模块:(插图 《机床数控技术》P171)
・系统管理功能:用于系统各功能模块的管理与调度。 ・加工程序的管理与编辑:数控系统的RAM区中存有所有加工程序的目录,包括程序名、起址、终址、字节数等信息,通过目录管理加工程序。编辑是指对程序的增加、删除、编辑行与列、更名、插入等操作。 ・参数设置:指对各种参数进行设置。包括刀具参数(如刀具长度及半径补偿值)、机床加工原点参数的设置、机械误差表(如丝杠间隙误差、齿轮传动误差等)以及系统参数。 ・手动操作与调整:坐标轴的移动控制(如点动、连续点动、手摇脉冲发生器移动)、机床坐标系的建立与寻找机床坐标原点。 ・零件自动加工:零件加工程序输送到系统中后,按下程序启动按钮,程序便可自动进行下去,包括译码、数据处理、插补、位置控制,直至控制刀具相对与工件运动。它分为两种方式:单段程序运行及连续程序运行。这可通过方式开关来选择。 |
 |