|
|
|
|
|
数控系统速度控制的作用及速度控制方法的分类 |
|
|
在零件数控程序中,F指令设定了进给速度。速度控制的任务是为插补提供必要的速度信息。由于各种CNC系统采用的插补法不同,所以速度控制计算方法也不相同。 1.脉冲增量插补方式的速度计算
脉冲增量插补方式用于以步进电动机为执行元件的系统中,坐标轴运动是通过控制步进电动机输出脉冲的频率来实现的。速度计算就是根据编程的F值来确定脉冲频率值。步进电动机走一步,相应的坐标轴移动一个对应的距离
式中,f为脉冲频率(HZ);
F为进给速度(mm/min); 两轴联动时,各坐标轴的进给速度分别为
式中,
合成进给速度为: 2.数据采样法插补的速度计算
数据采样法插补程序在每个插补周期内被调用一次,向坐标轴输出一个微小位移增量。这个微小的位移增量被称为一个插补周期内的插补进给量,用
式中,
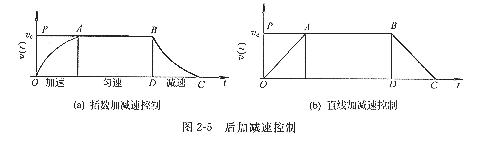
由此可得到指令进给值 数控机床进给系统的速度是不能突变的,进给速度的变化必须平稳过渡,以避免冲击、失步、超程、振荡或引起工件超差。在进给轴起动、停止时需要进行加减速控制。在程序段之间,为了使程序段转接处的被加工面不留痕迹,程序段之间的速度必须平滑过渡,不应有停顿或速度突变,这时也需要进行加减速控制。加减速控制多采用软件来实现。加减速控制可以在插补前进行,称为前加减速控制;也可以在插补之后进行,称为后加减速控制。 (1)前加减速控制 (2)后加减速控制 其优点是对各坐标轴分别进行控制,不需要预测加减速点;缺点是实际各坐标轴的合成位置就可能不准确。后加减速控制常用算法有指数加减速控制和直线加减速控制。 ①指数加减速控制算法 这种算法是将起动或停止时的突变速度处理成随时间按指数规律上升或下降的速度,如图2-5(a)所示。指数加减速控制时速度与时间的关系是 加速时,
式中,
匀速时,
减速时, ②直线加减速控制算法 这种算法使数控机床起动/停止时,速度沿一定斜率的斜线上升/下降,如图2-5(b)所示。
|
 |