|
|
|
|
|
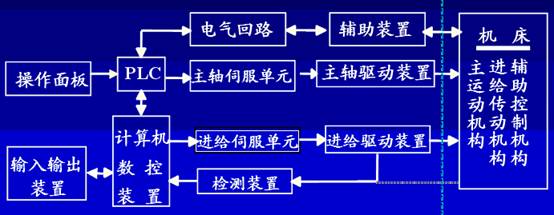
数控(CNC)系统各组成部分的关系 |
|
|
数控系统是一种程序控制系统,它能逻辑地处理输入到系统中的数控加工程序,控制数控机床运动并加工出零件。 图1所示为数控系统的基本组成。它由输入输出装置、计算机数控(Computer Numerical Control,CNC)装置、可编程控制器(Programmable Logic Control, PLC)、主轴伺服驱动装置和进给伺服驱动装置以及检测装置等组成。
图1 数控系统组成 1.CNC装置 CNC装置是数控系统的核心。在一般的数控加工过程中,首先启动CNC装置,在CNC内部控制软件的作用下,通过输入装置或输入接口读入零件的数控加工程序,并存放到CNC装置的程序存储器内。开始加工时,在控制软件作用下,将数控加工程序从存储器中读出,按程序段进行处理,先进行译码处理,将零件数控加工程序转换成计算机能处理的内部形式,将程序段的内容分成位置数据和控制指令,并存放到相应的存储区域,最后根据数据和指令的性质进行各种流程处理,完成数控加工的各项功能。 CNC装置通过编译和执行内存中的数控加工程序来实现多种功能。CNC装置一般具有以下基本功能:坐标控制(XYZAB代码)功能、主轴转速(S代码)功能、准备功能(G代码)、辅助功能(M代码)、刀具(T代码)功能、进给(F代码)功能,以及插补功能、自诊断功能等。有些功能可以根据机床的特点和用途进行选择,如固定循环功能、刀具半径补偿功能、通信功能、特殊的准备功能(G代码)、人机对话编程功能、图形显示功能等。不同类型、不同档次的数控机床,其CNC装置的功能有很大的不同。CNC系统制造厂商或供应商会向用户提供详细的CNC功能和各功能的具体说明书。
2.伺服驱动装置 4.可编程控制器 在数控系统中除了进行轮廓轨迹控制和点位控制外,还应控制一些开关量,如主轴的启动与停止、冷却液的开与关、刀具的更换、工作台的夹紧与松开等,主要由可编程控制器来完成。
图2 数控系统各组成部分的关系 |
 |