|
|
|
|
| 基于STEP-NC的网络数控系统 | |
|
一、STEP技术应用 1 STEP-UP STEP-NC是在设计模块和制造模块之间,基于STEP建立的新的接口标准(ISO14649),是STEP向制造领域的扩展.它要求CNC系统直接使用符合STEP标准的CAD三维数据模型,加上工艺信息和刀具信息直接产生加工程序来驱动机床。 STEP- NC的基本原理是基于制造特征进行编程,它告诉CNC的是“加工什么”,而不是直接对刀具运动进行编程,以及告诉CNC“如何加工”的具体动作.加工流程是以工作步骤(working step)作为基本单位,将特征与技术信息联系到一起,每个工作步骤只定义一种操作(“干什么’,如何干等”,仅能用一种刀具和一种策略).STEP- NC通过任务描述(钻中心孔、钻孔、粗加工、精加工…)把工件的加工程序传到加工车间,在车间可以根据实际的需要对加工程序进行修改,修改后的加工过程信息可以保存并返回到设计部门,使经验和知识能更好地交换和保留,也实现了产品生命周期数据的共享. 2 STEP-NC数据模型
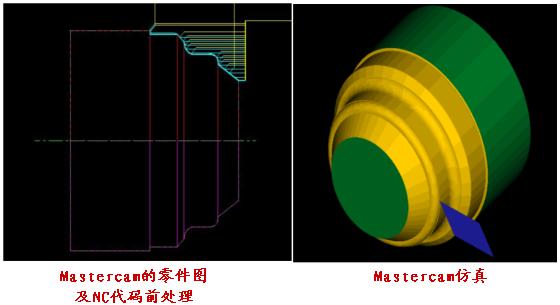
为了在CAM系统和CNC系统之间进行信息交换时完整全面的表达信息,必须建立合适的数据模型(如上图所示).ISO14649使用面向对象的方式定义的数据模型避免了信息的丢失,它把每一个加工步骤都定义成独立的对象,每个对象又包含各种描述性的属性.通过严格的分离几何数据、操作数据、加工数据等这些数据,简化了信息的存储和访问,使不同模块之间可进行信息的交换.零件的加工过程被定义成一个工步序列,一个基于几何信息的工步确定了哪些操作被执行,而这种面向对象的操作本身又包含了工艺信息、刀具信息、加工策略等. 二、基于STEP-NC的CNC关键技术 1 制造特征的自动识别 STEP- NC中的制造特征(Manufacturing Feature)是指为了得到零件的最终形状而从零件毛坯上去除的那部分材料的形状.它与一般CAD中的特征概念不同,这主要是因为制造特征必须通过去除材料的方式获得(快速成型加工除外).STEP一NC中关于制造特征的定义来自于STEPAP224,STEP AP224中定义的常见特征有:孔、槽、台阶、平面、凸台、轮廓等. 生成符合STEP-NC的数控加工程序(AP238文件)的首要任务是从零件的几何模型(由CAD系统输出)中识别出需进行机械加工的制造特征并生成STEP AP224文件,作为后续工艺流程设计的基础. 2 STEP-NC的CNC程序的仿真 STEP- NC数控程序可利用STEP TOOLS公司开发ST-Machine工具包与美国CNC公司的MasterCAM软件进行动态连接.ST一Machine能与MastercAM和 GibbCAM等软件进行连接,把STEP-NC数控程序的中型数据信息转换成为特定的刀具路径.MasterCAM是CAD/CAM集成软件具有三维造型、生成刀具路径、生成数控程序,并模拟加工等功能.在MastercAM软件的平台下利用St machine .dll动态库连接st-machine工具包,对STEP-NC中型文件进行模拟仿真加工,生成STEP-NC数控加工程序的刀具路径轨迹.连接的目的就是使用AP238文件定义的工艺和刀具参数,执行MasterCAM软件的功能最终产生符合AP238文件的刀具路径,清楚地分析AP238文件的加工策略和刀具进入和退出的路径(approach-retract-strategy)等信息.在此基础上优化STEP-NC数控加工程序的刀具路径、工艺参数,设置合理的进退刀路径,防止刀具的过切、干涉,对数控程序进行优化设计,另外还可以使用MasterCAM软件的后置处理功能生成STEP-NC数控程序的G、M代码,在传统控制器下验证STEP-NC数控程序的制造特征信息. 3 结论 STEP-NC融合集成了 STEP的相关应用协议和CAX的制造信息,摒弃了ISO6983标准的程序在各系统间单行线式的信息传递方式,STEP-NC程序在统一的数据模型基础上建立产品信息,保证了数据信息的集成和共享,促进了数控技术智能化、网络化和集成化的发展.本文阐述了STEP与STEP-Nc的关系,STEP-NC 的数据模型及程序结构,研究了基于STEP-NC的CNC关键技术,给出了STEP-NC数控程序在实际CAM系统中进行动态模拟仿真加工的方法.本文对深入理解和应用STEP-NC,对STEP-NC集成技术的研究提供了参考.STEP-NC取代传统数控编程接口标准而成为制造业的新标准,这种改变将对数控技术领域产生革命性的影响.不仅如此,STEP-NC所蕴涵的制造思想和理念对于网络环境下的数字制造技术的发展乃至整个制造业都将会产生重大的影响.因此,研究STEP-NC具有极其重要的意义. 三、网络数控系统的实现 1 网络数控系统硬件平台设计实现 网络数控系统硬件平台是系统的物理实现平台,各部分之间通过信息管理网络实现互联,传递命令和数据信息,并行完成数控任务,根据各个硬件在系统不同的实现功能,硬件平台又可以分为网络传送功能模块和数控系统功能模块,具体设计实现如下: (l)网络传送功能模块 (2)数控系统功能模块 2 网络数控系统软件平台设计 系统软件包括实时操作系统、通讯系统、设备驱动程序以及其他可供选择的系统程序,如数据库系统和图形系统。系统软件通过标准的应用程序接日(即API) 向应用软件提供服务,木文主要从以下几个方面阐述了系统软件平台的设计实现问题。 (l)Web服务器的选择 (2)数据库服务器的选取 (3) Web数据库过程分析 |
 |