|
一、单项选择题(本大题共20小题,每小题2分,共40分)在每小题列出的四个选项中只有一个选项是符合题目要求的,请将正确选项前的字母填在题干后的括号内。
1.在车削加工中心上不可以(
)
A.进行铣削加工
B.进行钻孔
C.进行螺纹加工
D.进行磨削加工
2.某加工程序中的一个程序段为
N003 G91G18G94G02 X30.0 Y35.0 I30.0 F100 LF
该程序段的错误在于(
)
A.不应该用G91
B.不应该用G18
C.不应该用G94
D.不应该用G02
3.为了综合性地判断数控机床所能达到的精度,应做的检测试验项目是(
)
A.几何精度
B.插补精度
C.定位精度
D.工作精度
4.数控机床移动部件的位置偏差 反映了移动部件在该点的(
) 反映了移动部件在该点的(
)
A.定位误差
B.系统性误差
C.运动误差
D.随机性误差
5.数控机床的伺服系统的开环增益为K,移动部件的运动速度为V,则跟随误差E可表示为(
)
A.E=KV
B.E=
C.E= D.E=
D.E=
6.普通的旋转变压器测量精度(
)
A.很高
B.较高
C.较低
D.很低
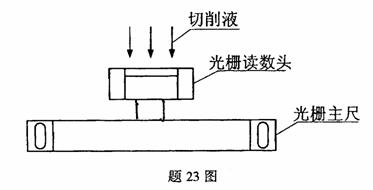
7.光栅传感器安装时,油液溅落方向应向着(
)
A.光栅主尺
B.光栅读数头
C.光源
D.指示光栅
8.感应同步器信号处理采用鉴幅型时,滑尺上正弦绕组和余弦绕组的励磁信号分别是(
)
A.umsinwt和umcoswt
B.u1sinwt和u2sinwt(u1 u2) u2)
C.umsinwt和umsinwt
D.u1sinwt和u2coswt(u1u2)
9.采用“高压建流,低压定流”工作方式的步进电动机驱动电源是(
)
A.高压单电源型驱动电源
B.高低压双电源驱动电源
C.恒流斩波驱动电源
D.调频调压型驱动电源
10.对于加工中心,一般不需要(
)
A.主轴连续调速功能
B.主轴定向准停功能
C.主轴恒速切削控制
D.主轴电动机四象限驱动功能
11.下列有关永磁调速直流电动机性能的叙述中,正确的说法是(
)
A.可以直接与机床进给丝杠连接
B.由于换向极和补偿绕组的存在而具有良好的换向性能
C.电动机在反复过载的情况下会大大缩短其寿命
D.具有较差的快速响应特性
12.在下列相位比较式进给位置伺服系统的四个环节中,用来计算位置跟随误差的是(
)
A.脉冲/相位变换器
B.鉴相器
C.正、余弦函数发生器
D.位置控制器
13.下列各项中,不影响加速转矩的是(
)
A.负载惯量
B.速度
C.电动机惯量
D.加速度
14.一台三相反应式步进电动机,转子有40个齿。当采用双三拍通电运行时,其步距角为(
)
A. B.
B.
C. D.
D.
15.增量式脉冲发生器,其单个(又称单次)脉冲的典型脉冲周期(又称宽度)为 ,现要求其最高允许测量转速为4000r/min,请选择每转脉冲数(
) ,现要求其最高允许测量转速为4000r/min,请选择每转脉冲数(
)
A.2000
B.3000
C.4000
D.5000
16.STD总线基于IEEE961标准,是一个只有56根信号数的总线标准,是当前总线标准中(
)
A.最好的一种
B.较好的、体积最小的一种
C.最差的一种
D.较好的、体积最大的一种
17.滚动导轨的摩擦系数是(
)
A. B.
B.
C. D.
D.
18.滚珠丝杠预紧的目的是(
)
A.增加阻尼比,提高抗振性
B.提高运动平稳性
C.消除轴向间隙和提高传动刚度
D.加大摩擦力,使系统能自锁
19.在下列进给伺服系统的四个环节中,不属于比例环节的是(
)
A.位置控制器
B.位置检测单元
C.调速单元
D.D/A转换器
20.FANUC15系统的主轴控制系统中,在主轴上装有一个回转编码器,可检测(
)
A.0.01度
B.0.001度
C.0.0001度
D.0.00001度
第二部分
非选择题(共60分)
二、填空题(本大题共10小题,每小题1分,共10分)不写解答过程,将正确的答案写在每小题的空格内。错填或不填均无分。
21.确定数控机床坐标系时首先要确定
,它是沿提供切削功率的主轴轴线方向。
22.自动编程计算机中的系统软件将程序员编写的源程序处理成计算机可以识别的形式,该系统软件称为
程序。
23.光栅传感器如果需要按如题23图所示安装,则必须增加
。
24.为减小伺服系统跟随误差,应增大位置控制器增益Kp,但Kp的增大受
的限制。
25.主轴最高转速受
、所采用的轴承以及润滑系统等几个方面的限制。
26.用于CNC系统的PLC有两种:通用型PLC和
。
27.带有自动换刀系统,并能一次装夹工作后,自动连续完成铣、钻、镗、攻螺纹等加工的数控机床称为
。
28.机电一体化系统的设计过程,主要包括系统总体设计、机械结构设计、控制系统设计、
设计等几个方面。
29.连续切削控制系统中,若两轴增益特性稍有差别,则加工圆时,将会形成
。
30.传感器的测量精度是其可以一致的、重复测出的
。
三、分析题(本大题共4小题,每小题5分,共20分)
31.试述选择数控机床进给伺服电动机应满足的条件。
32.提高CNC系统的可靠性应采用哪些主要措施?
33.试述数据采样式进给位置伺服系统位置控制功能是如何实现的。
34.试述定位误差补偿的基本原理,并说明常采用的补偿方法及补偿何种误差。
四、编程题(本大题共10分)
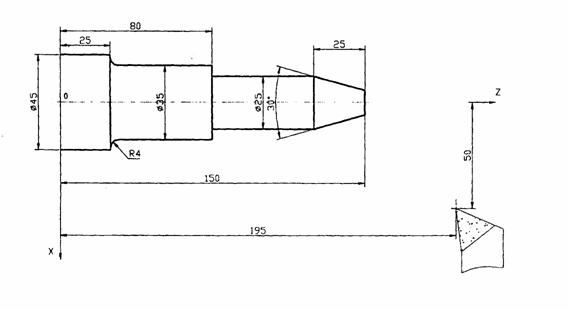
35.在数控车床上精加工图示零件的外轮廓(不含端面)。请采用教材中给定的代码格式(JB3208-83)编制加工程序。要求:
(1)数控车床的分辩率为0.01mm;
(2)在给定工件坐标系内采用绝对尺寸编程;
(3)图示刀尖位置为程序的起点和终点。切入点为锥面的延长线上,其Z坐标值为152。
(4)进给速度50mm/min,主轴转速700r/min。
五、计算题(本大题共2小题,每小题10分,共20分)
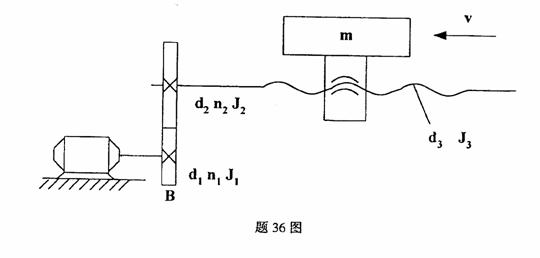
36.某数控机床的进给伺服系统中,已知齿轮分度园直径d1=64mm,d2=80mm,齿轮宽度B=20mm,丝杠直径d3=40mm,长度l=1500mm,工作台质量m=150kg。在某一时刻,齿轮转速n1=500r/min,n2=400r/min,工作台移动速度v=2m/min,试求此系统转换到电动机轴上的等效转动惯量。
提示:(1)钢材密度
(2)642=4096;644=10777216
37.逐点比较法插补第一象限的直线,起点在坐标原点,终点坐标输入数控计算机后xa=10,ya=4,并按如下格式写出插补计算过程,并画出轨迹图。
|
插补
循环 |
偏差判别 |
进给
方向 |
偏差计算 |
终点判别 |
|
0 |
|
|
|
|
|
1 |
|
|
|
|
|
2 |
|
|
|
|
|