|
|
|
|
|
高速加工走刀路径确定应遵循的策略 |
|
|
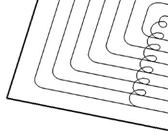
高速加工过程中,应保持整个切削过程中的载荷平稳性,避免突然改变方向,在减少进给量或刀具停止时也要避免方向突变。走刀路径确定时,遵循以下策略: 1)高速加工应以顺铣为主,以减少刀具磨损,提高加工精度。 2)根据浅切削、小层深的分层原则,采用合理分层路线来实现加工的合理性与载荷的平稳性。 3)在拐角处应增加圆弧走刀,防止拐角处速度矢量方向的突变,避免刀具载荷的急剧变化。图1所示为拐角处圆弧走刀和尖角走刀方式,图2(a)表示在外拐角处增加圆弧走刀的情况,图2(b)所示为D型拐角过渡方式。 4)在平面双向切削加工中,可在相邻两行刀具轨迹间附加圆弧转接,以形成光滑的侧向移刀(如图3所示)。在空间双向切削加工中,可以采用空间圆弧移刀、空间内侧圆弧移刀、空间外侧圆弧移刀以及“高尔夫”式过渡移刀等多种延伸过渡形式,如图4所示,这样既保证了刀具轨迹的平滑性,又有效避免了两行间的拐硬弯现象,这种转接方法普遍使用在各种曲面高速铣削中。 5)避免在外形轮廓上法向直接进刀和退刀,应采用螺旋线、圆弧和斜线方式进退刀,保证光滑进退刀,如图5所示。 6)对陡壁面与非陡壁面的精加工,为防止切削载荷的急剧变化,应用不同的方法把陡壁面与非陡壁面分开加工,可提高切削速度,同时使零件表面的粗糙度均匀。
图1 圆弧走刀和尖角走刀
(a)拐角处圆弧走刀 (b)D型拐角走刀路径 图2 拐角处圆弧走刀路径
图3 光滑的侧向移刀
(a)空间圆弧过渡移刀 (b)外侧圆弧过渡移刀
(c)内侧圆弧过渡移刀 (d)高尔夫式过渡移刀 图4 行间光滑移刀
(a) 螺旋线进刀 (b) 圆弧进退刀 (c) 斜线进退刀 图5 各种进退刀方式 |
 |