|
|
|
|
| 圆柱面或圆锥面切削循环G80 | |
|
1.圆柱面或圆锥面切削循环
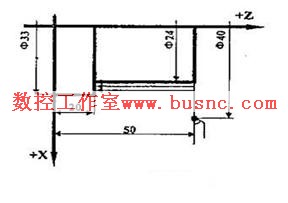
(1) 直线切削循环 格式:G80 X___Z___F 其轨迹如图5-1所示,由4个步骤组成。图中1(R)表示第一步快速运动。2(F)表示第二步按进给速度切削,其余3(F)、4(R)的意义相同。
图5-1 (2) 锥体车削循环
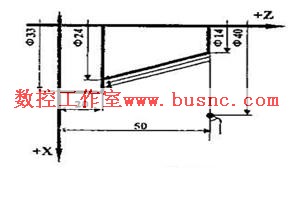
格式:G80X___Z___I___F
图5-2
2.G80编程实例
图5-5 图5-6 图5-5加工程序 图5-6加工程序
%123 %1234
N6 G0 X100
Z100 N6 X100 Z100 |
 |