|
2、回转工作台
为
了扩大数控机床的工艺范围,数控机床除了沿 X、 Y、 Z 三个坐标轴作直线进给外,往往还需要有绕 Y 或 Z
轴的圆周进给运动。数控机床的圆周进给运动一般由回转工作台来实现,对于加工中
心,回转工作台已成为一个不可缺少的部件。
数控机床中常用的回转工作台有分度工作台和数控回转工作台 。
( 1 )
分度工作台
分度工作台只能完成分度运动,不能实现圆周进给,它是按照数控系统的指令,在需要分度时将工作台连同工件回转一定的角度。分度时也可以采用手动分度。分度工作台一般只能回转规定的角度
( 如 90、 60 和 45 度 等 ) 。
( 2 )
数控回转工作台
数控回转工作台外观上与分度工作台相似,但内部结构和功用大不相同。
数控回转工作台的主要作用是根据数控装置发出的指令脉冲信号,完成圆周进给运动,进行各种圆弧加工或曲面加工,它也可以进行分度工作。
3、导轨
导轨是进给传动系统的重要环节,是机床基本结构的要素之一,它在很大程度上决定数控机床的刚度、精度与精度保持性。目前,数控机床上的导轨形式主要有滑动导轨、滚动导轨和液体静压导轨等。
( 1 ) 滑动导轨
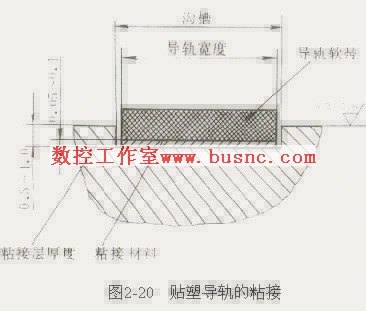
滑动导轨具有结构简单、制造方便、刚度好、抗振性高等优点,
在数控机床上应用广泛,目前多数使用金属对塑料形式,称为贴塑导轨,如图2-20所示 。 |