|
|
|
|
|
����������HNC-21Tϵͳ�����س���������� |
|
|
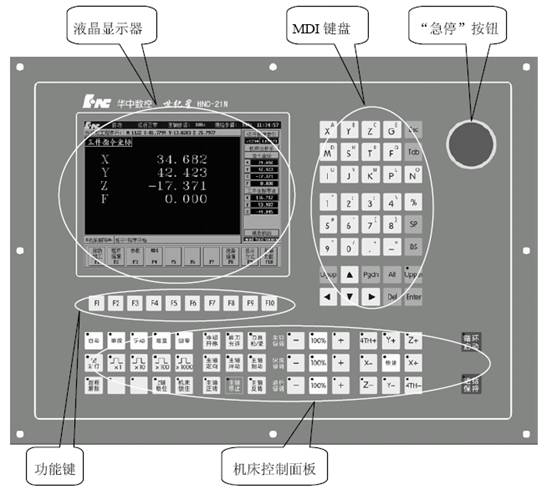
һ������װ�� �� �� �� �� �� �� �� 1������̨�ṹ����ͼ1��
ͼ1 ����̨�ṹ 2�������������� HNC-21T ����������������ͼ2��ʾ����������¼���������ɣ� ��ͼ����ʾ���ڣ����Ը�����Ҫ�ù��ܼ�F9 ���ô��ڵ���ʾ���ݣ� ���˵���������ͨ���˵��������еĹ��ܼ�F1~F10 �����ϵͳ���ܵIJ����� �����г����������Զ��ӹ��еij������͵�ǰ������кţ� ��ѡ������ϵ�µ�����ֵ ����ϵ���ڻ�������ϵ/ ��������ϵ/ �������ϵ֮���л��� ��ʾֵ����ָ��λ��/ ʵ��λ��/ ʣ�����/ �������/ ���ص���/ ����ֵ֮���л������ص���ֻ��11 ���ŷ���Ч��
ͼ2 HNC-21T �������������� ������������㣺��������ϵ����ڻ�������ϵ�µ����ꣻ �������� ����������ǰ���������� ����������ǰ���������� ����������ǰ��������� ����������:�Զ��ӹ��е�M�� S�� T ���� ����ǰ�ӹ������У���ǰ���ڻ�Ҫ�ӹ��ij���� ����ǰ�ӹ���ʽϵͳ����״̬����ǰʱ�� ������ʽ��ϵͳ������ʽ���ݻ��������������Ӧ������״̬�����Զ����С��������С��ֶ����С��������С����㼱ͣ����λ��֮���л��� ����״̬��ϵͳ����״̬�����������ͳ������л��� ϵͳʱ�ӣ���ǰϵͳʱ�䣻
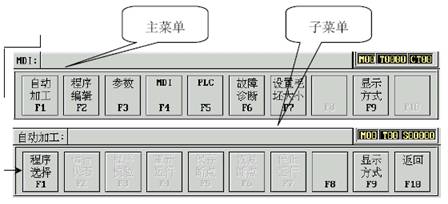
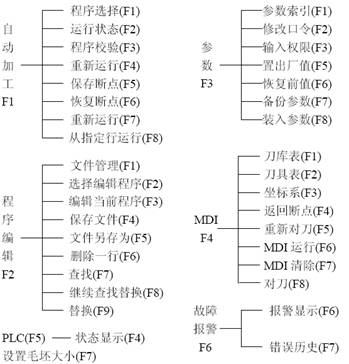
ͼ3 �˵���� ��������������Ҫ��һ���Dz˵���������ϵͳ���ܵIJ�����Ҫͨ���˵��������еĹ��ܼ�F1-F10 ����ɡ�����ÿ�����ܰ�����ͬ�IJ������˵����ò�νṹ���������˵���ѡ��һ���˵��������װ�û���ʾ�ù����µ��Ӳ˵����û��ɸ��ݸ��Ӳ˵�������ѡ������IJ�������ͼ3��ʾ ��Ҫ�������˵�ʱ�����Ӳ˵��µ�F10 �����ɡ� HNC-21T �IJ˵��ṹ��ͼ4��ʾ.
ͼ4 HNC-21T �IJ˵��ṹ �����ϵ硢�ػ�����ͣ ��Ҫ���ܻ�������װ�õ��ϵ硢�ػ�����ͣ����λ���زο��㡢���̽���Ȳ����� 1���ϵ� (1) ������״̬�Ƿ������� (2) ����Դ��ѹ�Ƿ����Ҫ�����Ƿ���ȷ�� (3) ���¼�ͣ��ť�� (4) �����ϵ磻 (5) �����ϵ磻 (6) �����ȵ����ת�Ƿ������� (7) �������ϵ�ָʾ���Ƿ������� ��ͨ����װ�õ�Դ��HNC-21T �Զ�����ϵͳ����������ʽΪ��ͣ�� 2����λ ϵͳ�ϵ����������������ʱ��ϵͳ�Ĺ�����ʽΪ��ͣ��Ϊ����ϵͳ���У����������������̨���Ͻǵļ�ͣ��ť��ʹϵͳ��λ����ͨ�ŷ���Դ��ϵͳĬ�Ͻ���زο��㷽ʽ��������������Ĺ�����ʽ��Ϊ���㡣 3�����ػ����ο��� ���ƻ����˶���ǰ���ǽ�����������ϵ��Ϊ�ˣ�ϵͳ��ͨ��Դ����λ������Ӧ���л�������زο��㣬�����������£� (1) ���ϵͳ��ʾ�ĵ�ǰ������ʽ���ǻ��㷽ʽ����һ�¿����������Ļ��㰴����ȷ��ϵͳ���ڻ��㷽ʽ�� (2) ����X ����������زο��㷽�� ����һ��+X ���زο��㷽��Ϊ+�� ��-X�� �زο��㷽��Ϊ-�������� X ��ص��ο����+X ��-X �����ڵ�ָʾ���� (3) ��ͬ���ķ���ʹ��+Z ��-Z ������ʹZ ��زο��㣻 ������زο���������˻�������ϵ�� ע�⣺(1) ��ÿ�ε�Դ��ͨ��������ɸ���ķ��زο��������Ȼ���ٽ����������з�ʽ����ȷ�������������ȷ�ԣ� (2) ͬʱ����X ��Z ����ѡ������ʹX Z ��ͬʱ���زο��㣻 (3) �ڻزο���ǰ��Ӧȷ��������λ�ڲο���Ļزο��㷽���෴�ࣨ��X ��Ļزο��㷽��Ϊ������زο���ǰӦ��֤X �ᵱǰλ���ڲο��������ࣩ������Ӧ�ֶ��ƶ�����ֱ������������� (4) �ڻزο�������У������ֳ��̣��밴ס��������ϵij��̽�����������෴�����ֶ��ƶ�����ʹ���˳�����״̬�� 4����ͣ �������й����У���Σ�ջ��������£����¼�ͣ��ť��CNC �����뼱ͣ״̬���ŷ�������������ת����ֹͣ���������ƹ��ڵĽ���������Դ���жϣ����ɿ���ͣ��ť�������˰�ť���Զ����𣩣�CNC ���븴λ״̬�� �������ֹͣǰ����ȷ�Ϲ���ԭ���Ƿ��ų����ҽ���ֹͣ�����Ӧ����ִ�лزο����������ȷ������λ�õ���ȷ�ԡ� ע�⣺���ϵ�ػ�֮ǰӦ���¼�ͣ��ť���Լ����豸������ 5�����̽�� ���ŷ����г̵����˸���һ�������أ������Ƿ�ֹ�ŷ�������ײ����ÿ���ŷ����������г̼�����ʱ���ͻ���ֳ��̡���ij����ֳ��̣����̽��������ָʾ����ʱ����ϵͳ����״��Ϊ����ֹͣ��Ҫ�˳�����״̬ʱ�����룺 (1) �ɿ���ͣ��ť���ù�����ʽΪ�ֶ�����ҡ��ʽ�� (2) һֱ��ѹ�ų��̽������������������ʱ���Գ��̵Ľ���������� (3) ���ֶ�(��ҡ)��ʽ�£�ʹ�������෴�����˳�����״̬�� (4) �ɿ����̽�������� ����ʾ��������״̬��������������ȡ���ˡ�����������ʾ�ָ����������Լ��������� ע�⣺�ڲ��������˳�����״̬ʱ�������ע���ƶ������ƶ����ʣ����ⷢ��ײ���� 6���ػ� (1) ���¿�������ϵļ�ͣ��ť���Ͽ��ŷ���Դ�� (2) �Ͽ����ص�Դ�� (3) �Ͽ�������Դ�� ���������ֶ����� �������ֶ�������Ҫ�������ֶ��ƶ����������ᣨ�㶯����������ҡ�����ֶ��������ᣨ��ͣ���㶯����������ס����λת���������ɽ�����ȴҺ��ͣ���ֶ���������(MDI)���еȡ� �����ֶ�������Ҫ���ֳֵ�Ԫ�ͻ���������干ͬ��ɡ��������������ͼ5��ʾ
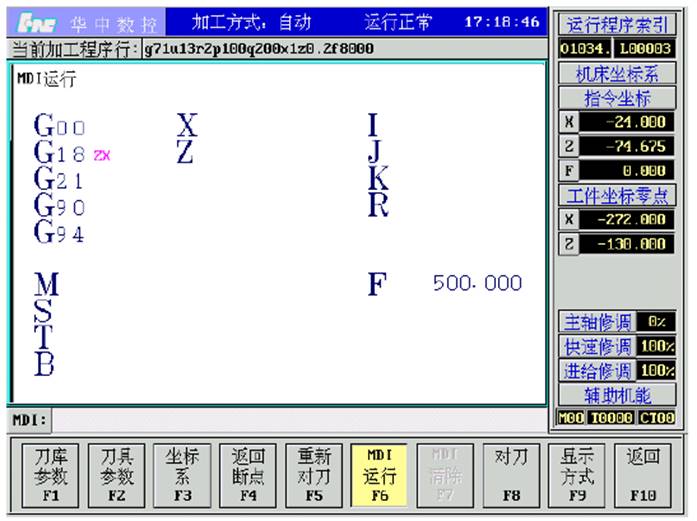
ͼ5 ����������� 1���������ƶ� �ֶ��ƶ�����������IJ������ֳֵ�Ԫ�ͻ�����������ϵķ�ʽѡ�����ֶ����������ʡ����������������Ȱ�����ͬ��ɡ� �㶯���� �㶯�����ƶ� �㶯�����ٶ�ѡ�� �������� ��ҡ���� 2��������� �����ֶ������ɻ�����������ϵ������ֶ����ư�����ɡ� ������ת ���ᷴת ����ֹͣ ����㶯 �����ٶ��� ע�⣺��������ת���������ᷴת����������ֹͣ���⼸����������������һ������һ����ָʾ������������������ʧЧ��ָʾ���𣩡� 3��������ס ������ס��ֹ���������˶������ֶ����з�ʽ�£���һ�¡�������ס��������ָʾ���������ٽ����ֶ�������ϵͳ����ִ�У���ʾ���ϵ�������λ����Ϣ�仯����������ŷ�����ƶ�ָ����Ի���ֹͣ������ 4�������ֶ����� ��λת�� ��ȴ������ֹͣ �����ɽ� 5���ֶ���������(MDI)����(F4��F6) ��ͼ3-21 ��ʾ�������������°�F4 ������MDI �����Ӳ˵�����������˵�������ʾ��ͼ6 ��ʾ�� ��MDI �����Ӳ˵��°�F6 ������MDI ���з�ʽ�������еĵ�ɫ����˰�ɫ�������й������˸����ͼ7 ��ʾ����ʱ���Դ�NC �������벢ִ��һ��G ����ָ��Σ�����MDI ���С��� ע�⣺�Զ����й����У����ܽ���MDI ���з�ʽ�����ڽ������ֺ���롣
ͼ6 MDI �����Ӳ˵�
ͼ7 MDI���� ������MDI ָ��� MDI �������С��λ��һ����Чָ���֡���ˣ�����һ��MDI����ָ��ο������������ַ����� (1)һ�����룬��һ��������ָ���ֵ���Ϣ�� (2)������룬��ÿ������һ��ָ������Ϣ�� ����Ҫ���롰G00 X100 Z1000�� MDI ����ָ��Σ����� (1)ֱ�����롰G00 X100 Z1000�� ����Enter ����ͼ3-26 ��ʾ�����ڹؼ���G ��X ��Z ��ֵ���ֱ��Ϊ00 ��100 ��1000�� (2)�����롰G00�� ����Enter ����ͼ3-26 ��ʾ�����ڽ���ʾ���ַ���G00���� �����롰X100�� ����Enter ����Ȼ�����롰Z1000�� ����Enter ������ʾ�����ڽ�������ʾ���ַ���X100������ Z1000���� ����������ʱ�������������п�����������ݣ��ڰ�Enter��֮ǰ���������������BS�� ► ��◄�����б༭����Enter����ϵͳ�������������ʾ��Ӧ�Ĵ�����Ϣ�� ������MDI ָ��� ��������һ��MDI ָ��κ�һ�²�������ϵġ�ѭ������������ϵͳ����ʼ�����������MDI ָ� ��������MDI ָ����Ϣ����������������ϵͳ����ʾ��Ӧ�Ĵ�����Ϣ����ʱ��������MDI ָ� �ġ������������ļ����� ���������������°�F2 ������༭�����Ӳ˵���������˵�������ʾ��ͼ8��ʾ��
ͼ8 �༭�����Ӳ˵� �ڱ༭�����Ӳ˵��£����Զ����������б༭���洢�봫�ݣ��Լ����ļ����й����� 1��ѡ��༭����(F2 ��F2) �ڱ༭�����Ӳ˵��£���F2 ������������ͼ9��ʾ��ѡ��༭����˵������У�
ͼ9 (1) ���̳������ڵ����̡�Ӳ�̡����̻�����·���ϵ��ļ��� (2) ���ڼӹ��ij���ǰ�Ѿ�ѡ�����ڼӹ���������һ���ӹ����� 2������༭(F2 ) ���༭��ǰ����(F2��F3) ���༭�����һ���������Ϳ��Ա༭��ǰ�����ˡ����ڱ༭�������˳��༭ģʽ���ٷ��ص��༭ģʽʱ�������������ڱ༭״̬�����ڱ༭�����Ӳ˵��°�F3������༭״̬�� �༭�������õ�����Ҫ��ݼ����£� Del�� ɾ�������һ���ַ������λ�ò��䣬���µ��ַ�����һ���ַ�λ�ã� Pgup�� ʹ�༭���������ͷ����һ�������λ�ò��䣬������˳���ͷ�������Ƶ��ļ����еĵ�һ���ַ����� Pgdn�� ʹ�༭���������β����һ�������λ�ò��䣬������˳���β�������Ƶ��ļ�ĩ�еĵ�һ���ַ����� BS�� ɾ�����ǰ��һ���ַ��������ǰ�ƶ�һ���ַ�λ�ã����µ��ַ�����һ���ַ�λ�ã� ◄�� ʹ�������һ���ַ�λ�ã� ►�� ʹ�������һ���ַ�λ�ã� ���� ʹ���������һ�У� ���� ʹ���������һ�С� ��ɾ��һ��(F2��F6) �ڱ༭״̬�£���F6 ����ɾ��������ڵij����С� 3������洢(F2��F4) �ڱ༭״̬�°�F4 ���ɶԵ�ǰ�༭������д��̡� �塢�������� ���������°�F1 ����������������Ӳ˵�����������˵�������ʾ����ͼ10��ʾ���ڳ��������Ӳ˵��¿���װ����鲢�Զ�����һ���������
�� �� 1��ѡ�����г���(F1��F1) �ڳ��������Ӳ˵��£���F1����������ͼ11��ʾ��ѡ�����г����Ӳ˵�����Esc ����ȡ���ò˵���
ͼ11 ѡ�����еij��� 2������У��(F1��F3) ����У�����ڶԵ���ӹ�������������������У�飬����ʾ���ܵĴ��� ��ǰδ�ڻ��������е��³����ڵ��������Ƚ���У�����У���ȷ������������Զ����С� ����У�����еIJ����������£� (1)����ҪУ��ļӹ����� (2) ��������������ϵġ��Զ�����������������з�ʽ�� (3) �ڳ��������Ӳ˵��£���F3 ������ʱ������������Ĺ�����ʽ��ʾ��Ϊ��У�����С��� (4) ��������������ϵġ�ѭ����������������У�鿪ʼ�� (5) ��������ȷ��У�����꽫���ص�����ͷ����������������Ĺ�����ʽ��ʾ�Ļ�Ϊ���Զ������������д��������н���ʾ�������һ���д��� ע�⣺(1) У������ʱ�������������� (2) Ϊȷ���ӹ�������ȷ������ѡ��ͬ��ͼ����ʾ��ʽ���۲�У�����еĽ���� 3�������Զ����� ϵͳ��������ӹ�����У���������ʽ�������У� (1) ��һ�»�����������ϵġ��Զ���������ָʾ������������������з�ʽ�� (2) ��һ�»�����������ϵġ�ѭ��������������ָʾ��������������ʼ�Զ����е��������ӹ����� 4���������� ��һ�»�����������ϵġ����Ρ�������ָʾ��������ϵͳ���ڵ����Զ����з�ʽ��������ƽ����ִ�У� (1) ��һ�¡�ѭ������������������һ����Σ������˶������ֹͣ�����ߡ�������ֹͣ���У� (2) �ٰ�һ�¡�ѭ����������������ִ����һ����Σ�ִ�����˺����ٴ�ֹͣ�� 5������ʱ��Ԥ �������ٶ��� ���Զ���ʽ��MDI ���з�ʽ�£���F �����̵Ľ����ٶ�ƫ��ƫ��ʱ�����ý������Ҳ�ġ�100%�� �͡�+������ �C�� �����������б��ƵĽ����ٶȡ� ��ѹ��100%�� ������ָʾ�����������������ʱ���Ϊ100%����һ�¡�+�� ���������������ʵ���5%�� ��һ�¡�-�� ���������������ʵݼ�5%�� �������ٶ��� ���Զ���ʽ��MDI ���з�ʽ�£����ÿ������Ҳ�ġ�100%���͡�+������ �C�� ��������G00 �����ƶ�ʱϵͳ��������߿����ٶȡ����õ��ٶȡ� ��ѹ��100%�� ������ָʾ�����������������ʱ���Ϊ100%����һ�¡�+�� ���������������ʵ���5% ����һ�¡�-�� �������������ʵݼ�5%�� �������� ���Զ���ʽ��MDI ���з�ʽ�£���S �����̵������ٶ�ƫ��ƫ��ʱ�������������Ҳ�ġ�100%�� �͡�+������ �C�� �����������б��Ƶ������ٶȡ� ��ѹ��100%�� ������ָʾ�����������������ʱ���Ϊ100%����һ�¡�+�� �������������ʵ���5%�� ��һ�¡�-�� ���������������ʵݼ�5%�� ��е���ֻ���ʱ�������ٶȲ������� ��������ס ��ֹ���������ᶯ���� ���Զ����п�ʼǰ����һ�¡�������ס��������ָʾ���������ٰ���ѭ��������������ϵͳ����ִ�г�����ʾ���ϵ�������λ����Ϣ�仯����������ŷ�����ƶ�ָ����Ի���ֹͣ�����������������У����� ע�⣺(1) ������G28��G29 ���ܣ����߲��˶����ο��㣻 (2) ������������M�� S ��T ��Ȼ��Ч�� (3) ���Զ����й����У���������ס����������ס��Ч�� (4) ���Զ����й����У�ֻ�����н���ʱ�����ɽ��������ס�� (5) ÿ��ִ�д˹��ܺ����ٴν��лزο�������� |
 |