| 二、
准备工作
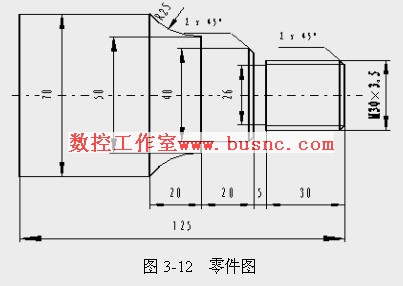
加工以前完成相关准备工作,包括工艺分析及工艺路线设计、刀具及夹具的选择、程序编制等。
三、操作步骤及内容
1、开机,各坐标轴手动回机床原点
2、将刀具依次装上刀架
根据加工要求选择 45°端面车刀、
90°外圆车刀、切槽刀及 60°螺纹车刀各一把,其编号分别为 01 、 02 、 03 、 04
,刀具材料采用硬质合金。
3、用 液压卡盘装夹工件
4、用试切法对刀,并设置好刀具参数
5、手动输入加工程序
6、调试加工程序
手动把刀具从工件处移开,选择自动模式,调出加工程序,按下辅助键中的机械锁定、程序空运行两键,再按下启动键预演程序,检查刀具动作和加工路径是否正确。
7、确认程序无误后,即可进行自动加工
8、取下工件,进行检测
选择游标卡尺检测尺寸,选择螺纹千分尺检测螺纹。
9、清理加工现场
10、关机
|