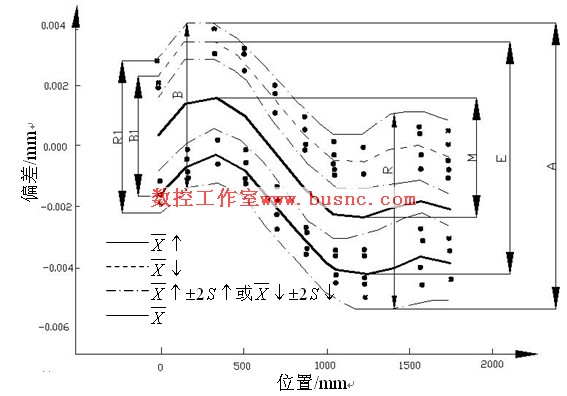
(一)、以GB
T 17421.2---2000《机床检验通则
第2部分
数控轴线的定位精度和重复定位精度的确定》为标准检验立式加工中心的典型检验报告
表5-5
典型检验结果(轴线长度至2000mm的检验)
|
机床型号,名称和出厂编号
 ,立式加工中心,编号: ,立式加工中心,编号:
测量仪器名称和编号
,编号: |
|
检验参数
检验的轴线:
X
检测元件的类型: 滚蛛丝杠和旋转编码器
NDE修正(是或不是):
是
检测元件的热膨胀系数(用于NDE修正):
11  m/(m.c) m/(m.c)
进给速度:
1 000mm/mm
在每一目标位置停留时间:
5s
使用补偿: 反向和丝杠 |
|
检验位置
——不在检验中的轴线位置:
Y=300mm;Z=350mm;C=0
——刀具基准偏置(X/Y/Z):
0/0/120mm
——工件基准偏置(X/Y/Z):
0/0/30mm |
|
检验条件
——温度传感器
——材料传感器#1
——材料传感器#2
——空气传感器
——气压
——空气温度 |
位 置
工作台X=50mm
工作台X=17000mm
工作区的中间位置
102.4kPa
60% |
开始温度/℃
21.8
22.4
20.6 |
结束温度℃
22.9
23.1
20.9 |
|
检验日期
检验员姓名 |
年 月 日
|
|
|
机床型号,名称和出厂编号
,立式加工中心,编号:
测量仪器名称和编号
,编号: |
|
检验参数
检验的轴线:
X
检测元件的类型: 滚蛛丝杠和旋转编码器
NDE修正(是或不是):
是
检测元件的热膨胀系数(用于NDE修正):
11m/(m.c)
进给速度:
1 000mm/mm
在每一目标位置停留时间:
5s
使用补偿: 反向和丝杠 |
|
检验位置
——不在检验中的轴线位置:
Y=300mm;Z=350mm;C=0
——刀具基准偏置(X/Y/Z):
0/0/120mm
——工件基准偏置(X/Y/Z):
0/0/30mm |
|
检验条件
——温度传感器
——材料传感器#1
——材料传感器#2
——空气传感器
——气压
——空气温度 |
位 置
工作台X=50mm
工作台X=17000mm
工作区的中间位置
102.4kPa
60% |
开始温度/℃
21.8
22.4
20.6 |
结束温度℃
22.9
23.1
20.9 |
|
检验日期
检验员姓名 |
年 月 日
|

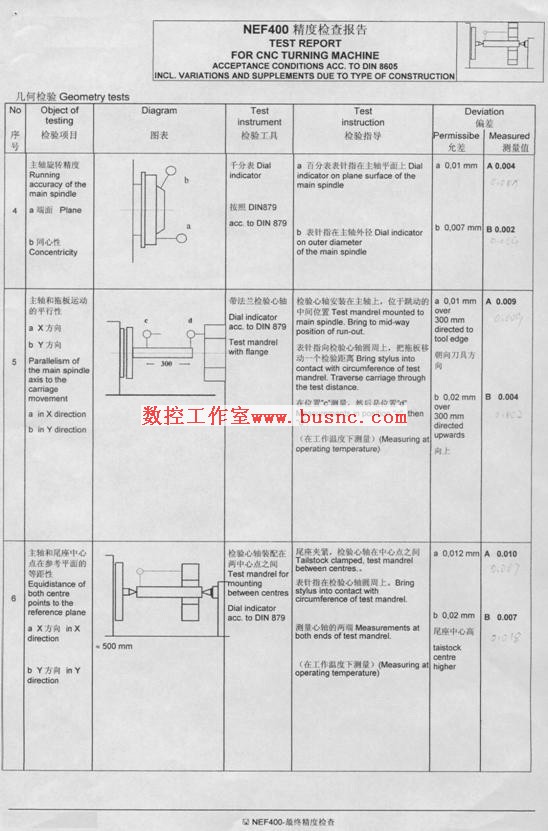
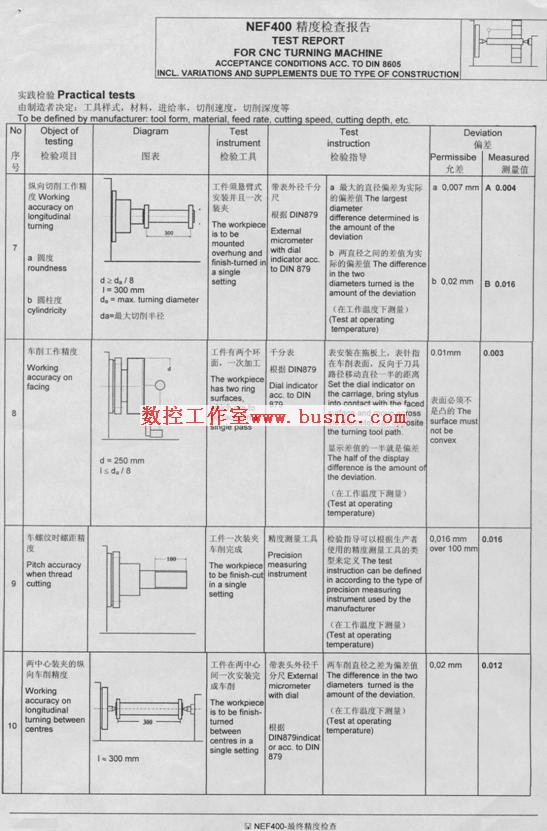
(二)、以DIN
8605 – 1976《高精度车床---旋转直径至500mm,车床中心距至1500mm。验收条件》为标准验收DMG
NEF400数控车床的检验报告

图5-7
DMG NEF400数控车床
表5-6
DMG NEF400检验报告