|
|
|
|
|
数控线切割机床的结构、应用和工作原理简介 |
|
|
数控线切割加工是电火花加工的一个分支,是利用线状电极(钼丝、铜丝、镀锌丝)靠火花放电对工件进行切割。数控线切割加工中工件和电极丝的相对运动采用数字信息控制。常用来加工高硬材料、微细结构、复杂形状、高精度尺寸零件、高表面质量零件,如下图所示。
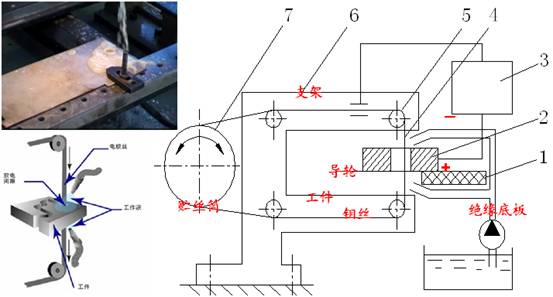
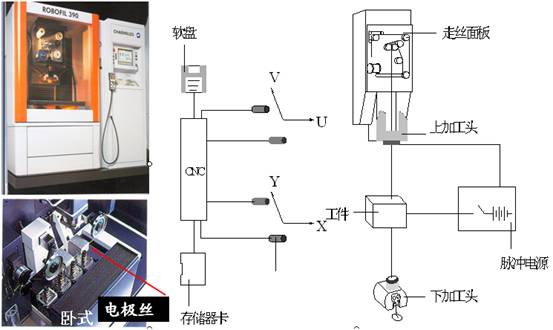
数控线切割机床通常分为两类:快走丝线切割机床与慢走丝线切割机床。前者是电极丝作高速往复运动,走丝速度为8m/s~10m/s;后者是电极丝作低速单向运动,一般走丝速度低于0.2m/s。 图2是快走丝线切割加工原理图。电极丝4穿过工件2上预先钻好的小孔,经导轮5由贮丝筒7带动作往复交替移动,工件通过绝缘板1安装在工作台上,工作台在水平面X、Y两个坐标方向各自按给定的控制程序移动而合成任意平面曲线轨迹。脉冲电源3对电极丝与工件施加脉冲电压,电极丝接脉冲电源的负极,工件接脉冲电源的正极。当来一个电脉冲时,在电极丝和工件之间产生一次火花放电,在放电通道的中心温度瞬肘可高达10000°C以上,高温使工件金属熔化,甚至有少量气化,高温也使电极丝和工件之间的工作液部分产生气化,这些气化后的工作液和金属蒸气瞬间迅速热膨胀,并具有爆炸的特性。这种热膨胀和局部微爆炸,将熔化和气化了的金属材料抛出而实现对工件材料进行电蚀切割加工。 图3是慢走丝线切割加工原理图。
图2 快走丝线切割加工原理图 1一绝缘底板;2一工件;3一脉冲电源;4一钼丝;5一导轮;6一支架;7一贮丝筒
图3 慢走丝线切割加工原理图 |
 |