|
|
|
|
|
数控电花火成型加工机床的工作液循环装置 |
|
|
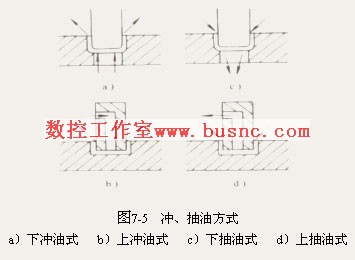
如图 7-5 所示,电火花成型加工用的工作液循环过滤系统包括工作液泵、容器、过滤器及管道等,使工作液强迫循环,其中 a )、 b ) 为冲油式 , c )、 d ) 为抽油式。 冲油是把经过过滤的清洁工作液经液压泵加压,强迫冲入电极与工件之间的放电间隙里,将放电蚀除的电蚀产物随同工作液一起从放电间隙中排除,以达到稳定加工。在加工时,冲油的压力可根据不同工件和几何形状及加工的深度随时改变,一般压力选在 0~200KPa 之间。对不通孔加工,如图 7-4 b ) 和 d ) 所示,从图中可看出采用冲油的方法循环效果比抽油更简单,特别在型腔加工中大都采用这种方式,可以改善加工的稳定性。
图 7-6 为工作液循环系统油路图,它既能冲油又能抽油。其工作过程是:储油箱的工作液首先经过粗过滤器 1、单向阀 2 吸入液压泵 3 ,这时高压油经过不同形式的精过滤器 7 输向机床工作液槽,溢流安全阀 5 控制系统的压力不超过 400KPa,快速进油控制阀 10 供快速进油用,待油注满油箱时,可及时调节冲油选择阀 13,由阀 9 来控制工作液循环方式及压力,当阀 13 在冲油位置时,补油冲油都不通,这时油杯中油的压力由阀 9 控制。当阀 13 在抽油位置时,补油和抽油两路都通,这时压力工作液穿过射流抽吸管 12,利用流体速度产生负压,达到实现抽油的目的。 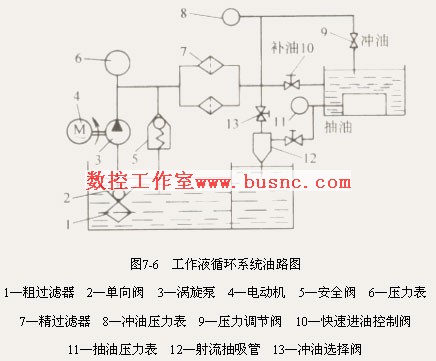 工作液循环过滤装置的过滤对象主要是金属粉屑和高温分解出来的碳黑,其过滤方式和特点见表7-2 。  |
 |