|
|
|
|
|
安装时过定位的情况及消除过定位的措施 |
|
|
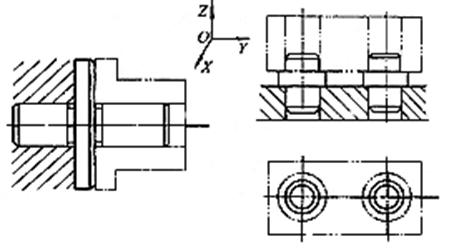
夹具上的两个或两个以上的定位元件,重复限制工件的同一个或几个自由度的现象,称为过定位。如图1所示两种过定位的例子。
图(a)为孔与端面联合定位情况,由于大端面限制
(a) (b) (a) 长销和大端面定位 (b) 平面和两短圆柱销定位 图1 过定位示例
(a) (b) (a) 大端面加球面垫圈 (b) 大端面改为小端面 图2 消除过定位的措施 ①工件无法安装 ②造成工件或定位元件变形 由于过定位往往会带来不良后果,一般确定定位方案时,应尽量避免。消除或减小过定位所引起的干涉,一般有两种方法。 ①改变定位元件的结构,使定位元件重复限制自由度的部分不起定位作用。 例如将图1(b)右边的圆柱销改为削边销;对图1(a)的改进措施见图2,其中图(a)是在工件与大端面之间加球面垫圈,图(b)将大端面改为小端面,从而避免过定位。 ②合理应用过定位,提高工件定位基准之间以及定位元件的工作表面之间的位置精度。
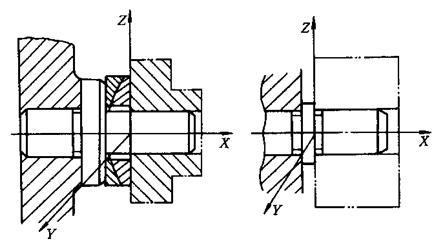
图3所示滚齿夹具,是可以使用过定位这种定位方式的典型实例,其前提是齿坯加工时工艺上已保证了作为定位基准用的内孔和端面具有很高的垂直度,而且夹具上的定位心轴和支承凸台之间也保证了很高的垂直度。此时,不必刻意消除被重复限制的
图3滚齿夹具 1―压紧螺母 2―垫圈 3―压板 4―工件 5―支承凸台 6―工作台 7―心轴 |
 |