|
|
|
|
|
�����оߵ����ԭ���������ֹ��ܼ�� |
|
|
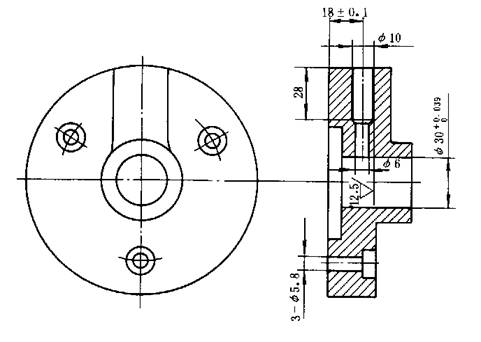
�����оߵ�����ͽṹ��Ȼ���࣬�����ǵ���ɾ��ɸ���Ϊ���¼������֣���Щ��ɲ��ּ�����������ϵ�� (1) ��λԪ�� ��λԪ����֤�����ڼо��д�����ȷ��λ�á���ͼ2��ʾ�������ϵĦ�10�L�ף�����о���ͼ3��ʾ���о��ϵ�Բ����5��������9��֧�а�4���Ƕ�λԪ����ͨ������ʹ�����ڼо���ռ����ȷ��λ�á� �� �� �� �� ��
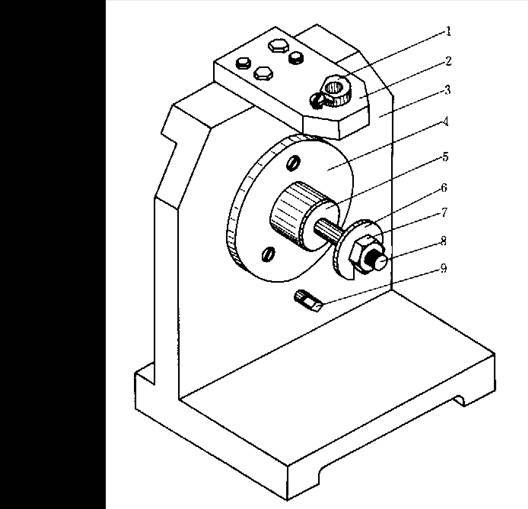
ͼ2 �������꾶��Ĺ���ͼ (2) �н�װ�� �н�װ�õ������ǽ�����ѹ�����Σ���֤�����ڼӹ��������ܵ�����(��������)����ʱ���뿪�Ѿ�ռ�ݵ���ȷλ�á�ͼ3�е��ݸ�8(��Բ�����ϳ�һ�����)����ĸ7�Ϳ��ڵ�Ȧ6�������������á�
ͼ3 �����о� 1������ 2����ģ�� 3���о��� 4��֧�а� 5��Բ���� 6�����ڵ�Ȧ 7����ĸ 8���ݸ� 9�������� (3) �Ե�����װ�� �Ե�����װ������ȷ����������ڶ�λԪ������ȷλ�á���ͼ3������l����ģ��2��ɵ���װ�ã�ȷ������ͷ������Զ�λԪ������ȷλ �á�ϳ���о��ϵĶԵ������ ��Ϊ�Ե�װ�á� (4) ����Ԫ�� ����Ԫ����ȷ���о��ڻ�������ȷλ�õ�Ԫ������ͼ3�мо���3�ĵ���Ϊ��װ���棬��֤������1�����ߴ�ֱ���괲����̨�Լ�Բ����5������ƽ�����괲����̨����ˣ��о���ɼ�������Ԫ���������о��ϵĹ����̡�ϳ���о��ϵĶ�λ����������Ԫ���� (5) �о��� �о����ǻ����оߵĻ���������ͼ3�еļ�3��ͨ�������оߵ�����Ԫ�����ӳ�һ�����塣 (6) ����װ�û�Ԫ�� ������ָ�о�����������Ҫ�����õ�װ�û�Ԫ���� ����ӹ���һ�����ɷֲ��� �������ʱ�������÷ֶ�װ �ã�Ϊ���ܷ��㡢ȷ�ض�λ��������Ԥ��λװ�ã����ڴ��ͼоߣ������õ�װԪ���ȡ� |
 |