|
|
|
|
|
数控拼装夹具的结构特点(镗箱体孔的数控机床夹具为例) |
|
|
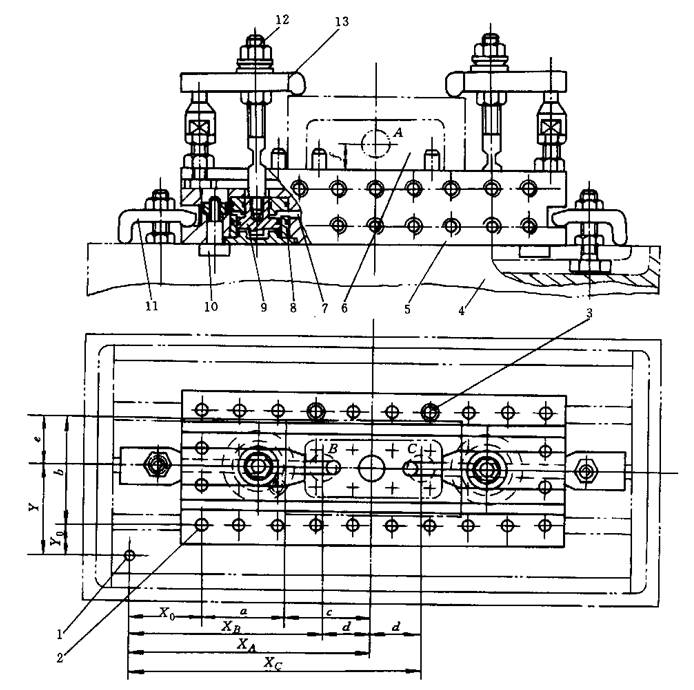
拼装夹具是在成组工艺基础上,用标准化、系列化的夹具零部件拼装而成的夹具。它有组合夹具的优点,比组合夹具有更好的精度和刚性,更小的体积和更高的效率,因而较适合柔性加工的要求,常用作数控机床夹具。 图1为镗箱体孔的数控机床夹具,需在工件6上镗削A、B、C三孔。工件在液压基础平台5及三个定位销钉3上定位;通过基础平台内两个液压缸8、活塞9、拉杆12、压板13将工件夹紧;夹具通过安装在基础平台底部的两个连接孔中的定位键10在机床T形槽中定位,并通过两个螺旋压板11固定在机床工作台上。可选基础平台上的定位孔2作夹具的坐标原点,与数控机床工作台上的定位孔1的距离分别为X0、Y0。三个加工孔的坐标尺寸可用机床定位孔1作为零点进行计算编程,称固定零点编程;也可选夹具上方便的某一定位孔作为零点进行计算编程,称浮动零点编程。
图1 数控机床夹具 1、2―定位孔 3―定位销孔 4―数控机床工作台 5―液压基础平台 6―工件 7―通油孔 8―液压缸 9―活塞 10―定位键 11、13―压板 12―拉杆 |
 |