|
|
|
|
|
��ϼоߵ�Ԫ���Լ���Ԫ���Ĺ��ܽṹ��� |
|
|
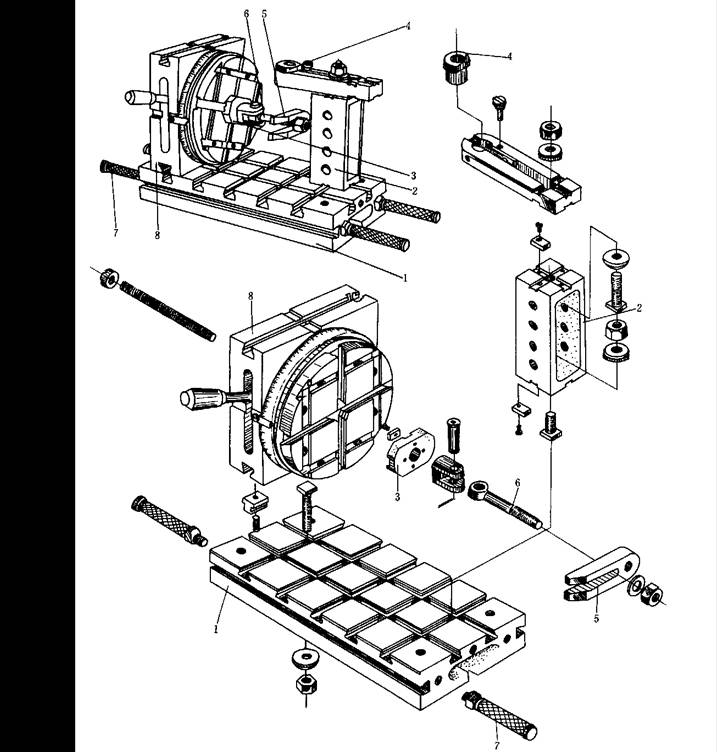
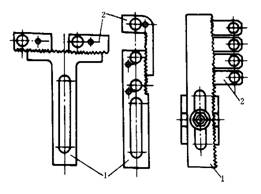
�ٻ����� ��ͼ2��ʾ���г����Ρ�Բ�Ρ����μ����������ȡ����dz���Ϊ��ϼоߵļо��塣��ͼ1�еĻ�����lΪ�����λ��������ļо��塣 �� �� �� �� �� �� �� �� �� ��
1�������� 2��֧�м� 3����λ�� 4������� 5���н��� 6�����̼� 7�������� 8���ϼ� ͼ1 ����������������ϼо�
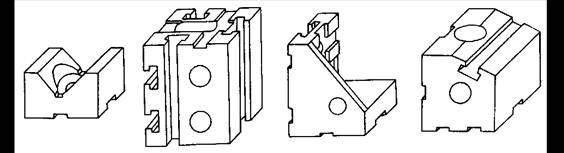
ͼ2 ������ ��֧�м� ��ͼ3��ʾ����V��֧�С�����֧�С����߽����ͽǶ�֧�еȡ���������ϼо��еĹǼ�Ԫ����������࣬Ӧ����㡣������Ϊ��Ԫ��������Ӽ����ֿ���Ϊ�������Ķ�λ����ͼ1��֧�м�2����ģ�������������һ�壬����֤��ģ��ĸ߶Ⱥ�λ�á�
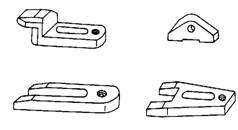
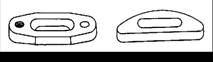
ͼ3 ֧�м� �۶�λ�� ��ͼ4��ʾ����ƽ����T�μ���Բ�ζ�λ�������ζ�λ����Բ�ζ�λ�̡���λ��ͷ�����ζ�λ֧�С����ⶨλ֧�����ȡ���Ҫ���ڹ����Ķ�λ��Ԫ��֮��Ķ�λ��ͼ1�У���λ��3Ϊ���ζ�λ�̣����������Ķ�λ��֧�м�2�������1����ģ��֮���ƽ�����ϼ�(�˳ݷֶ���)8�������1֮���T�μ���������Ԫ��֮��Ķ�λ��
ͼ4 ��λ��
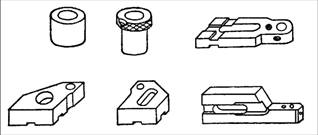
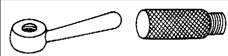
�ܵ���� ��ͼ5��ʾ���й̶����ס��컻���ס���ģ�塢����ƫ����ģ�塢��ʽ��ģ��ȡ�������Ҫ����ȷ��������оߵ����λ�ã������������ߵ����á�ͼ1�У���װ����ģ���ϵĵ����4Ϊ�컻���ס�
�ݼн��� ��ͼ6��ʾ������ѹ�塢ҡ�塢U��ѹ�塢����ѹ��ȡ�������Ҫ����ѹ��������Ҳ���������͵��塣ͼ1�еļн���5ΪU��ѹ�塣
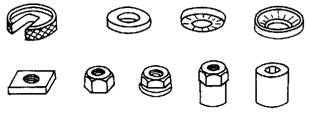
ͼ5 ����� ͼ6 ѹ���� ���̼� ��ͼ7��ʾ���и�����˨���ݶ�����Ȧ����ĸ�ȡ�������Ҫ���ڽ�����ϼо��еĸ���Ԫ����ѹ�����ӹ��������ڽ��̼���һ���̶���Ӱ�������оߵĸ��ԣ��������Ƽ�������ϸ�����ƣ������Ӹ�Ԫ��֮�������ǿ�ȡ�ͬʱ��ѡ�õIJ��ϡ����쾫�ȼ��ȴ�����Ҫ�������һ������̼���ͼ1�н��̼�6Ϊ�ؽ���˨������ѹ���������Ҹ�Ԫ��������ò��÷�ͷ��˨���ݶ�����ĸ����Ȧ�Ƚ��̼����̡�
ͼ7 ���̼� �������� ��ͼ8��ʾ������צ֧�С�֧�л����ֱ������Ӱ塢ƽ���ȡ�������ָ��������Ԫ��֮��ĸ��ָ���Ԫ����ͼ1���ĸ��ֱ���������Ԫ�������ڼоߵİ��ˡ�
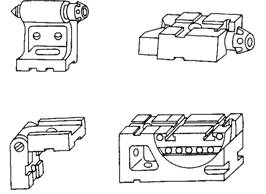
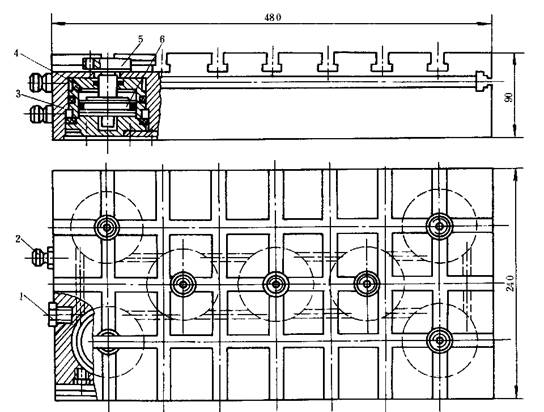
ͼ8 ������ ��ϼ� ��ͼ9��ʾ����β�����ɵ�V�ο顢�ۺϰ塢��ת֧�ܵȡ��ϼ������������϶��ɣ�����װ�����в���ɢʹ�õĶ���������ʹ�úϼ�����������ϼоߵ�ʹ�÷�Χ���ӿ���װ�ٶȣ�����ϼоߵĽṹ����С�о������ͼ1�еĺϼ�8Ϊ�˳ݷֶ��̡� ���ϼ����˸��������Ҫ��;��������ϼоߵ��ƹ�Ӧ�ã�Ϊ���������еĸ���Ҫ�����˺ܶ���Ԫ���ͺϼ���ͼ10Ϊ�ܿھ���ģ�塣����l��ɵ���ģ��2�Ͼ��гݾ�Ϊ1�L�ľ�ݣ��ӹ������ľ����15~174�L��Χ�ڵ��ڣ�����I�Ρ�L�κ�T�εȡ�ͼ11Ϊ��Һѹ�Ļ����塣�����������͵���ͨ�߸�Һѹ��4�����÷��������ͣ�ʹ����6�ϡ����˶�����Ϊ�н������Ķ���Դ������ͨ����5��н��������ӡ����ֻ�����ṹ���գ�Ч�ʸߡ������䱸Һѹϵͳ���۸�ϸߡ�
ͼ9 �ϼ� ͼ10 �ܿھ���ģ�� lһ���� 2һ�ɵ���ģ��
ͼ11 Һѹ�Ļ����� 1������ 2���ܽ�ͷ 3�������� 4��Һѹ�� 5���� 6������ |
 |