|
|
|
|
|
支承钉可调支承 |
|
|
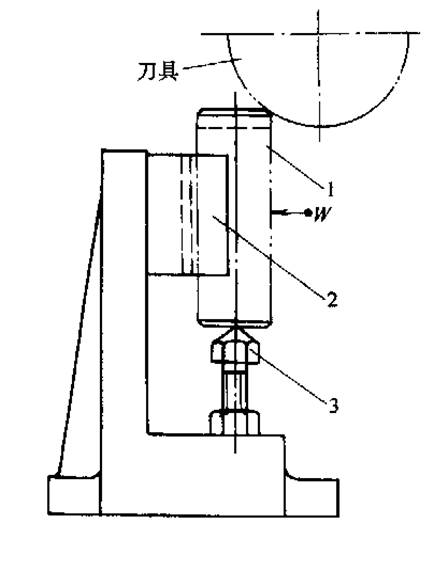
如图1所示。当工件以粗糙不平的毛坯面定位时,采用球头支承钉(B型),使其与毛坯良好接触。齿纹头支承钉(C型)用在工件的侧面,能增大摩擦系数,防止工件滑动。当工件以加工过的平面定位时,可采用平头支承钉(A型)。 在支承钉的高度需要调整时,应采用可调支承。可调支承主要用于工件以粗基准面定位,或定位基面的形状复杂,以及各批毛坯的尺寸、形状变化较大时。如图2是在规格化的销轴端部铣槽,用可调支承3轴向定位,达到了使用同一夹具加工不同尺寸的相似件的目的。
图1 支承钉
图2 用可调支承加工相似件
1―销轴 2―V形块 3―可调支承
可调支承在一批工件加工前调整一次,调整后需要锁紧,其作用与固定支承相同。 在工件定位过程中能自动调整位置的支承称为自位支承。其作用相当于1个固定支承,只限制1个自由度。由于增加了接触点数,可提高工件的装夹刚度和稳定性,但夹具结构稍复杂,自位支承一般适用于毛面定位或刚性不足的场合。如图3-10(a)中的球面支承。 工件因尺寸形状或局部刚度较差,使其定位不稳或受力变形等原因,需增设辅助支承,用以承受工件重力、夹紧力或切削力。辅助支承的工作特点是:待工件定位夹紧后,再调整辅助支承,使其与工件的有关表面接触并锁紧。而且辅助支承是每安装一个工件就调整一次。但此支承不限制工件的自由度,也不允许破坏原有定位。 |
 |