|
|
|
|
|
PLC、CNC与数控机床的关系 |
|
|
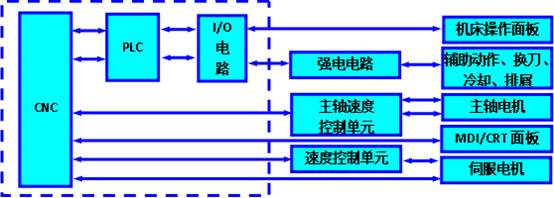
根据PLC、CNC和数控机床的关系,可将PLC分为内装型PLC和独立型PLC两类。 1.内装型PLC 内装型PLC从属于CNC装置,PLC与CNC间的信号传送在CNC装置内部实现。PLC与数控机床之间的信号传送则通过CNC输入/输出接口电路实现,如图1所示。
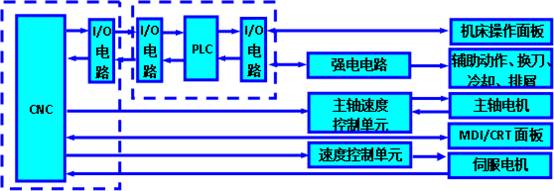
图1 内装型PLC、 CNC与数控机床的关系 内装型PLC具有以下特点: (1)内装型PLC实际上是CNC装置带有的PLC功能,一般是作为一种基本的功能提供给用户。 (2)内装型PLC的性能指标是根据所从属的CNC系统的规格、性能、适用机床的类型等确定的,其硬件和软件部分是被作为CNC系统的基本功能或附加功能与CNC系统统一设计制造的,PLC所具有的功能针对性强,技术指标较合理、实用,适用于单台数控机床及加工中心等场合。 (3)内装型PLC可与CNC共用CPU,也可单独使用一个CPU;内装型PLC一般单独制成一块附加板,插装到CNC主机中。不单独配备I/O接口,而是使用CNC系统本身的I/O接口;PLC控制部分及部分I/O电路所用电源由CNC装置提供,不另备电源。 (4)采用内装型PLC结构,CNC系统可以具有某些高级的控制功能,如梯形图编辑和传送功能等。 2.独立型PLC 独立型PLC是独立于CNC装置,具有完备的硬件和软件功能,能够独立完成规定控制任务的装置。独立型的PLC与数控机床的关系如图2所示。
图2 独立型PLC、 CNC与数控机床的关系 独立型PLC具有以下特点: (1)独立型PLC本身即是一个完整的计算机系统,具有CPU、程序存贮器、I/O接口通讯接口及电源等。 (2)在数控机床的应用中多采用积木式模块化结构,具有安装方便、功能易于扩展和变更等优点。 (3)输入、输出点数可以通过输入、输出模块的增减灵活配置,有的还可通过多个远程终端连接器构成有大量输入、输出点的网络,以实现大范围的集中控制。 |
 |