|
|
|
|
| 刀具半径补偿的目的与方法 | |
|
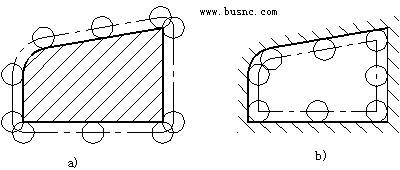
(1)刀具半径补偿的目的 在铣床上进行轮廓加工时,因为铣刀具有一定的半径,所以刀具 中心(刀心)轨迹和工件轮廓不重合。若数控装置不具备刀具半径自动补偿功能,则只能按刀心轨迹进行编程(图(1-11)中点划线),其数值计算有时相当复杂,尤其当刀具磨损、重磨、换新刀等导致刀具直径变化时,必须重新计算刀心轨迹,修改程序,这样既繁琐,又不易保证加工精度。当数控系统具备刀具半径补偿功能时,编程只需按工件轮廓线进行(图(4-10)中粗实线),数控系统会自动计算刀心轨迹坐标,使刀具偏离工件轮廓一个半径值,即进行半径补偿。
图(4-10)刀具半径补偿 a) 外轮廓 b)内轮廓 (2)刀具半径补偿的方法 数控刀具半径补偿就是将刀具中心轨迹过程交由数控系统执行,编程时假设刀具的半径为零,直接根据零件的轮廓形状进行编程,而实际的刀具半径则存放在一个可编程刀具半径偏置寄存器中,在加工工程中,数控系统根据零件程序和刀具半径自动计算出刀具中心轨迹,完成对零件的加工。当刀具半径发生变化时,不需要修改零件程序,只需修改存放在刀具半径偏置寄存器中的半径值或选用另一个刀具半径偏置寄存器中的刀具半径所对应的刀具即可。 G41指令为刀具半径左补偿(左刀补),G42指令为刀具半径右补偿(右刀补),G40指令为取消刀具半径补偿。这是一组模态指令,缺省为G40。 使用格式:
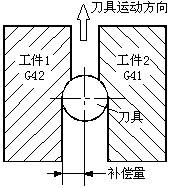
说明:(1)刀具半径补偿G41、G42判别方法,如图(4-11)所示,规定沿着刀具运动方向看,刀具位于工件轮廓(编程轨迹)左边,则为左刀补(G41),反之,为刀具的右刀补(G42)。
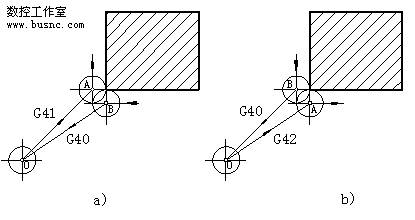
图(4-11) 刀具半径补偿判别方法 (2)使用刀具半径补偿时必须选择工作平面(G17、G18、G19),如选用工作平面G17指令,当执行G17指令后,刀具半径补偿仅影响X、Y轴移动,而对Z轴没有作用。 (3)当主轴顺时针旋转时,使用G41指令铣削方式为顺铣,反之,使用G42指令铣削方式为逆铣。而在数控机床为里提高加工表面质量,经常采用顺铣,即G41指令。 (4)建立和取消刀补时,必须与G01或G00指令组合完成,配合G02或G03指令使用,机床会报警,在实际编程时建议使用与G01指令组合。建立和取消刀补过程如图(4-12)所示,使刀具从无刀具半径补偿状态O点,配合G01指令运动到补偿开始点A,刀具半径补偿建立。工件轮廓加工完成后,还要取消刀补的过程,即从刀补结束点B,配合G01指令运动到无刀补状态O点。
图(4-12)刀具半径补偿的建立和取消过程 a) 左刀补的建立和取消 b) 右刀补的建立和取消 |
 |