|
|
|
|
|
数控机床的组成 |
|
|
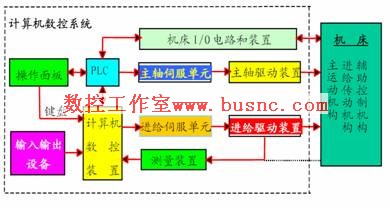
数控机床一般由输入装置、数控系统、伺服系统、测量环节和机床本体(组成机床本体的各机械部件)组成。如数控机床组成示意图所示。
数控机床组成示意图 1) 输入输出装置 操作面板
它是操作人员与数控装置进行信息交流的工具组成:按钮站/状态灯/按键阵列/显示器。下图为西门子的一款数控系统的操作面板, 操作面板实物图 控制介质 人与数控机床之间建立某种联系的中间媒介物就是控制介质,又称为信息载体。常用的控制价质有穿孔带、穿孔卡、磁盘和磁带。 人机交互设备 数控机床在加工运行时,通常都需要操作人员对数控系统进行状态干预,对输入的加工程序进行编辑、修改和调试,对数控机床运行状态进行显示等,也就是数控机床要具有人机联系的功能。具有人机联系功能的设备统称人机交互设备。常用的人机交互设备有键盘、显示器、光电阅读机等。 通讯 现代的数控系统除采用输入输出设备进行信息交换外,一般都具有用通讯方式进行信息交换的能力。它们是实现CAD/CAM的集成、FMS和CIMS的基本技术。采用的方式有: 串行通讯(RS-232等串口) 自动控制专用接口和规范(DNC方式,MAP协议等) 网络技术(internet,LAN等)。 DNC是Direct Numerical Control或Distributed Numerical Control英文一 词的缩写,意为直接数字控制或分布数字控制。 2) 计算机数控(CNC)装置 数控装置是数控机床的中枢。CNC装置(CNC单元) 组成:计算机系统、位置控制板、PLC接口板,通讯接口板、特殊功能模块以及相应的控制软件。
作用:根据输入的零件加工程序进行相应的处理(如运动轨迹处理、机床输入输出处理等),然后输出控制命令到相应的执行部件(伺服单元、驱动装置和PLC等),所有这些工作是由CNC装置内硬件和软件协调配合,合理组织,使整个系统有条不紊地进行工作的。CNC装置是CNC系统的核心 3) 进给伺服驱动系统 进给伺服驱动系统由伺服控制电路、功率放大电路和伺服电动机组成。伺服驱动的作用,是把来自数控装置的位置控制移动指令转变成机床工作部件的运动,使工作台按规定轨迹移动或精确定位,加工出符合图样要求的工件,即把数控装置送来的微弱指令信号,放大成能驱动伺动电动机的大功率信号。 常用的伺服电动机有步进电动机、直流伺服电动机和交流伺服电动机。根据接收指令的不同,伺服驱动有脉冲式和模拟式,而模拟式伺服驱动方式按驱动电动机的电源种类,可分为直流伺服驱动和交流伺服驱动。步进电动机采用脉冲驱动方式,交、直流伺服电动机采用模拟式驱动方式。 4) 机床电气控制 机床电气控制包括两个方面,可如图所示箭头所指的内容。PLC(可编程的逻辑控制器)用于完成与逻辑运算有关顺序动作的I/O控制,而机床I/O电路和装置则是用来 实现I/O控制的执行部件,由继电器、电磁阀、行程开关、接触器等组成的逻辑电路;
5) 测量装置
数控机床中的测量装置 上图所示是显示了数控机床中的反馈系统的工作,反馈系统的作用是通过测量装置将机床移动的实际位置、速度参数检测出来,转换成电信号,并反馈到CNC装置中,使CNC能随时判断机床的实际位置、速度是否与指令一致,并发出相应指令,纠正所产生的误差。在其它的控制领域,测量装置也有其应用,如下图所示的机械手,
机械手中的控制电机与测量装置 测量装置安装在数控机床的工作台或丝杠上,按有无检测装置,CNC系统可分为开环和闭环系统,而按测量装置安装的位置不同可分为闭环与半闭环数控系统。开环控系统无测量装置,其控制精度取决于步进电机和丝杠的精度,闭环数控系统的精度取决于测量装置的精度。因此,检测装置是高性能数控机床的重要组成部分。 6) 机床本体 数控机床的机械部件包括:主运动部件,进给运动执行部件,如工作台、拖板及其传动部件,床身、立柱等支承部件;此外,还有冷却、润滑、转位和夹紧等辅助装置。对于加工中心类的数控机床,还有存放刀具的刀库,交换刀具的机械手等部件。数控机床是高精度和高生产率的自动化加工机床,与普通机床相比,应具有更好的抗振性和刚度,要求相对运动面的摩擦因数要小,进给传动部分之间的间隙要小。所以其设计要求比通用机床更严格,加工制造要求精密,并采用加强刚性、减小热变形、提高精度的设计措施。辅助控制装置包括刀库的转位换刀、液压泵、冷却泵等控制接口电路。 |
 |