|
|
|
|
|
减少辅助时间,改善操作性 |
|
|
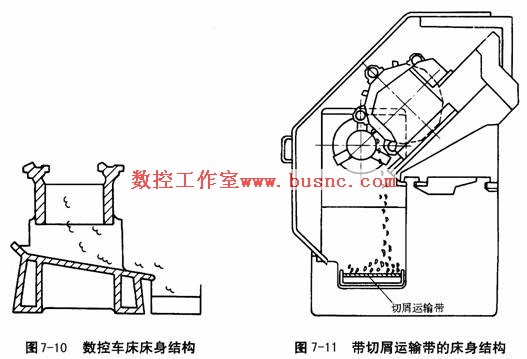
在数控机床的单件加工时间中,辅助时间(非切削时间)占有较大的比例,要进一步提高机床生产率就必须采取措施最大限度地压缩辅助时间。目前,已经有很多数控机床采用了多主轴、多刀架、多工作台以及带刀库的自动换刀装置等,以减少换刀时间。对于多工序的自动换刀加工中心机床,除了减少换刀时间之外,还大幅度地压缩多次装拆工件的时间。几乎所有的数控机床都具有快速运动的机能,使空行程时间缩短。 数控机床是一种自动化程度很高的加工设备,在改善机床的操作性能方面已经增加了新的含意:在设计时应充分注意提高机床各部分的互锁能力,以防止意外事故的发生;尽可能改善操作者的观察、监控和维护条件,并设有紧急停车装置,这样就能进一步避免发生意外事故;此外,在数控机床上必须留出最有利的工件装夹位置,以改善装拆工件的操作条件。对于切屑数量较大的数控机床,其床身结构必须有利于排屑。图7―10是数控车床床身结构,床身底部的油盘制成倾斜式,便于切屑的自动集中和排出。对于切削能力较大的斜置床身的数控车床,采用主轴反向转动的加工方式,使大量切屑直接落人自动排屑装置,并迅速被运输带从床身上排出,其结构如图7―11所示。 近二十年来,由于微处理器的发展,使数控装置日趋小型化。数控机床发展的趋势是把数控装置安装到机床上,甚至把强电和弱电部分安排在一起。不少数控机床将显示器、操作键盘、读带机、控制电源以及接口都按需要分散地安装在机床本体的合适部位,实现机电一体化设计,并且尽可能的把所有操作集中在一个面板上。
|
 |