|
|
|
|
|
数控铣床的主要功能 |
|
|
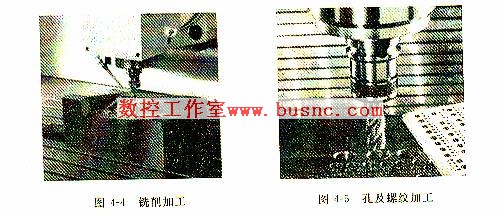
不同档次的数控铣床的功能有较大的差别,但都应具备以下主要功能。 1.铣削加工 数控铣床一般应具有三坐标以上联动功能,能够进行直线插补和圆弧插补,自动控制旋转的铣刀相对于工件运动进行铣削加工,如图4-4所示。坐标联动轴数越多,对工件的装夹要求就越低,加工工艺范围越大。 2.孔及螺纹加工 可以采用定尺寸孔加工刀具进行钻、扩、铰、锪、镗削等加工,也可以采用铣刀铣削不同尺寸的孔,如图4-5所示。
3.刀具补偿功能 一般包括刀具半径补偿功能和刀具长度补偿功能。 4.公制、英制单位转换 可以根据图纸的标注选择公制单位(mm)和英制单位(inch)进行程序编制,以适应不同企业的具体情况。 5.绝对坐标和增量坐标编程 程序中的坐标数据可以采用绝对坐标或增量坐标,使数据计算或程序的编写更方便。 6.进给速度、主轴转速调整 数控铣床控制面板上一般设有进给速度、主轴转速的倍率开关,用来在程序执行中根据加工状态和程序设定值随时调整实际进给速度和主轴实际转速,以达到最佳的切削效果。一般进给速度调整范围在0%~150%之间,主轴转速调整范围在50%~120%之间。 7.固定循环 固定循环是固化为G指令的子程序,并通过各种参数适应不同的加工要求,主要用于实现一些具有典型性的需要多次重复的加工动作,如各种孔、内外螺纹、沟槽等的加工。使用固定循环可以有效地简化程序的编制。但不同的数控系统对固定循环的定义有较大的差异,在使用的时候应注意区别。 8.工件坐标系设定 9.数据输入输出及DNC功能 10.子程序 11.数据采集功能 12.自诊断功能 |
 |