|
一、程序编辑及管理
华中Ⅰ 型数控系统是一个具有实时多任务特征的控制系统,系统在各工作方式下都能进行零件程序的编辑。
程序编辑及管理包括对加工程序的编辑、拷贝、删除、改名等操作。在系统主菜单基本功能状态(图3-6)下按F2“程序编辑”进入程序编辑及管理功能。命令行与菜单键显示如图3-9所示。如果在编辑区己经有程序在编辑,则在正交窗口显示正在编辑的程序,并允许用户编辑。
此时要退出该功能,按F10“返回”。
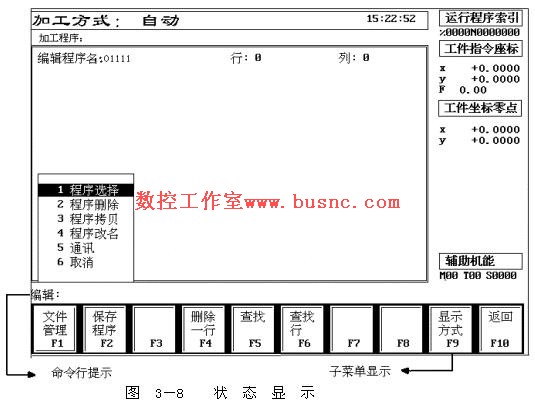

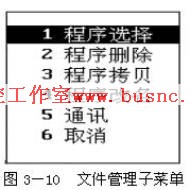
Fl“文件管理”用于将程序调入编辑区,以及进行程序拷贝、程序删除、程序改名、通讯等操作。按下F1,弹出菜单,如图3-10所示。用光标键上下移动红色亮条以选择所需的功能,然后按CR确认。
程序选择: 选择磁盘或内存中程序;
程序删除: 删除磁盘或内存中程序;
程序拷贝: 拷贝程序;
程序改名: 将磁盘或内存中程序改名;
通 讯: 与计算机更通讯;
取 消: 取消操作,返回程序编辑子菜单。可按“ESC”键直接执行“取消”操作;
1. 程序编辑与保存
如果在编辑区没有程序在编辑,按下列步骤调入程序到编辑区。
1)在图3-9所示状态下按F1。
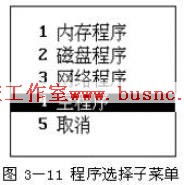
弹出 图3-10菜单,选择“程序选择”,按 CR,系统将提示由用户选择内存调入,还是从磁盘调入等,如
图3-11所示。用光标键上下移动红色亮条以选择所需程序类型,按CR确认。
其中当前运行程序是当前正在加工区的程序;内存程序是指内存中的程序;磁盘程序是指3英寸软盘中的程序;网络程序是通过网络调入的程序。
2) 选择具体程序。
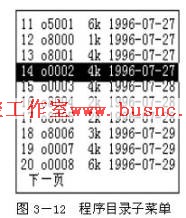
选择内存程序、磁盘程序、网络程序后,系统自动将所有程序,目录都以菜单的形式列出,如图3-11所示。用户用光标选择,C
R确认。对于新程序,系统创建一个临时文件由用户编辑。程序调入之后,可以用下列各键对程序进行全屏幕的编辑及修改:
→:向右移动光标一个字符。
←:向左移动光标一个字符。
↑:向上移动光标一行。
↓:向下移动光标一行。
HOME:将光标移到本行的行首。
END:将光标移到本行的行尾。
PGUP:将光标上移一页。
PGDN:将光标下移一页。
DEL :将光标所在位置的字符删除。
BACKSPACE :将光标所在位置的前一字符删除。
CR:在光标所在位置插入一个换行。
数字、字母:在光标所在位置插入一个数字、字母。
F2:保存程序。如果当前有程序正在编辑,此键有效。在图3-9所示状态下按F2,系统提示如图3-11所示的程序路径,由用户键入程序名,将当前正在编辑的程序保存。
F4:删除一行。如果当前有程序正在编辑,此键有效。在图3-9所示状态下按F4,将当前光标所在行删除。
F5:查找字符串。如果当前有程序正在编辑,此键有效。 在图3-9所示状态下按F5时,在命令行提示“查找字符串:”。 输入要查找的字符串,按
CR,开始从当前光标所在行向下查找。查找到,则将光标移到找到的行,未找到,则提示用户。
在未选中任何程序时,F2、F4、F5菜单项为黑字显示,表示无效。
2.程序拷贝
1)在图3-9所示状态下按Fl。
弹出图3-10菜单,选择“程序拷贝”,按 CR,系统将提示被拷贝文件的路径,如图3-12所示。用户用光标选择,CR确认。
2)选择被拷贝的程序。
系统自动将内存或磁盘上的所有程序目录都以菜单的形式列出来,用户用光标选择,CR确认。
3)键入要拷贝的程序名。
系统自动提示图3-13所示的程序路径,用户用光标选择,CR确认。再由用户直接在命令行提示处键入程序名,用CR确认。
3.程序改名
1)在图3-9所示状态下按F1 。
弹出图3-10菜单,选择“程序改名”,按 CR,系统将提示被改名程序的路径如图3-13所示。用光标选择,CR确认。
2)选择被改名程序的程序名。
系统自动将内存或磁盘上的所有程序目录都以菜单的形式列出来,用户用光标选择,按CR确认。正在加工的程序不能改名。
3)选择改名后的程序名。
系统自动提示图3-13所示的程序路径,用户用光标选择,CR确认。再由用户直接在命令行提示处键入程序名。
4.程序删除
1)在图3-9所示状态下按Fl。
弹出图3-10菜单,选择“程序删除”,按CR ,系统将提示要删除程序的路径,如图3-13所示。用光标选择,CR确认。
2)选择程序。
系统自动将内存 、 磁盘或网络上的所有程序目录都以菜单的形式列出来,用户用光标选择,CR确认。正在加工的程序不能删除。

二、程序自动运行
在系统主菜单基本功能状态(图3-6)下,按F1“自动加工”进入程序自动运行功能。命令行与菜单键显示如图3-14所示。
1.选择运行程序
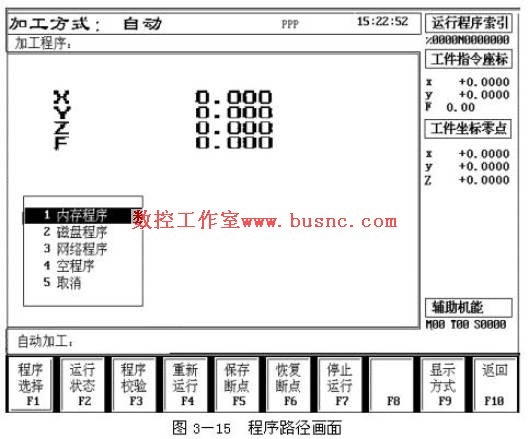
1)在图3-14所示状态下按F1“程序选择”,程序系统将自动弹出菜单让用户选择程序路径(从内存或磁盘上读入加工程序)。用↑、↓ 移动亮条选择,
按CR确认。如图3-15所示。其中,当前编辑程序是指当前正在编辑的程序。
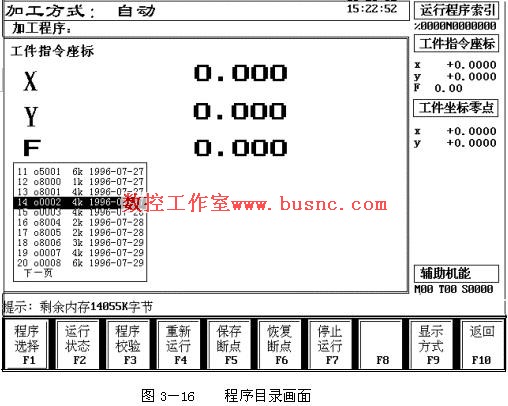
2)系统弹出程序的目录,让用户选择。如图3-16所示,用↑、↓移动亮条选择。弹出目录说明:红色一正在运行的程序;蓝色一正在编辑而未存盘的程序;绿色一正在编辑并已经存盘的程序。
3)选中后按CR,即可将程序调入加工区。此时屏幕上将显示要加工的程序。
2.启动自动程序
按照选定到加工区的程序运行自动加工。
1)方式选择开关(图3-4)置于“自动”加工位置(AUTO)。
2)按下“循环启动”按扭,自动加工开始。
3.
程序仿真校验
程序仿真校验可对调入加工区的程序进行校验,并提示可能的错误。在新程序自动运行前一定要先进行仿真校验,校对无误后再启动自动加工。
1)选择要校验的程序;
2)在图3-14所示状态下按F3,此时主画面中的加工方式功能显示改为“校验”;
3)启动自动程序。
此时会有一黄色亮条跟踪被校验的程序段,亮条将不断下移以指示校验过程。若程序正确,程序显示又回到头,且图3-15主画面中的“加工方式”功能显示改回为“自动”;若程序错误,亮条停在错误行,且主画面中有“出错”闪动。此时可进入到“故障显示”功能中查看出错信息提示。
4.自动运行的停止
自动运行的停止有以下几种情况:
程序停止(M00) : 当程序执行到有M00代码的程序段时,自动运行停止,所有的模态信息保留。按“循环启动”
键,程序继续执行;
选择停止(M0l) :功能类似与M00,只是当“选择停止”
键按下时才有效;
程序结束(M02) :M02是加工程序的结束标志,当系统执行该程序段时,自动运行停止。如按“循环启动”
键,程序将从头开始重复执行;进给保持。
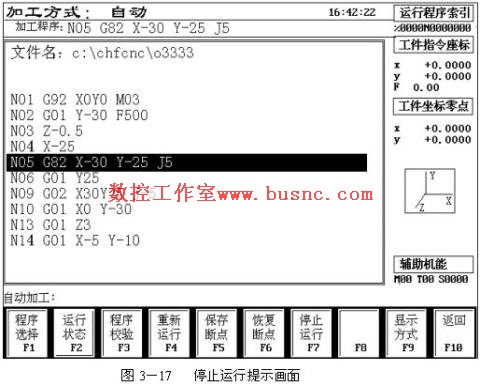
在自动运行过程中,若要人为退出自动运行或清除屏幕上的报警信息时,可强行停止自动运行。在图3-14或图3-17所示状态下,按F7,屏幕上提示确认信息“是否退出自动运行Y/N
?”,按“Y”键表明取消运行,其他任意键不取消运行。
5.加工断点保存
在自动运行或图3-14所示状态下,按F5时保存断点。弹出要保存的文件名。若输入新文件,则直接输入文件名。文件名必须为BUXX
。
6.恢复断点加工
在自动运行或图3-14所示状态下,按F6恢复断点。弹出要恢复的文件名。
7.重新对刀
在自动运行或图3-14所示状态下,按F4重新对刀。
8.运行程序显示
运行时若选择正文显示方式,会有一黄色亮条跟踪正在加工的程序段,亮条将不断下移以指示加工过程。
在图3-14所示状态下,按F2“运行状态”
,将显示目前正在运行程序的状态,包括用户宏程序等,并可进行用户宏变量设置:
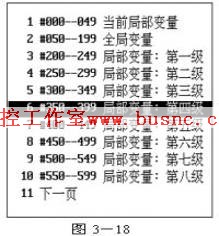
1)在图3-14所示状态下,按F2,系统弹出变量类型选择菜单,如图3-18所示,用↑、↓移动亮条选择。按ESC退出。
2)变量类型选择菜单
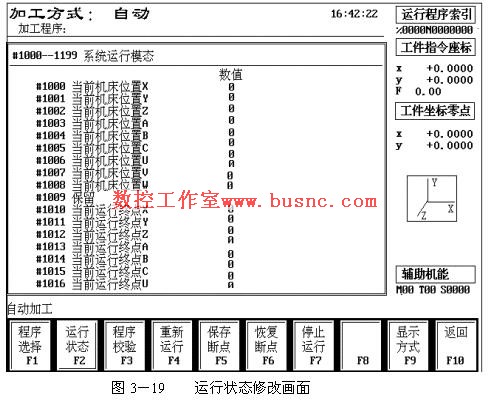
3)按CR确认,正文窗口将显示相应类型变量值,如图3-19所示。
4)此时若想修改变量值,可用↑、↓移动光标选择要修改的变量,按CR,在命令行输入要修改的值后再按CR。修改后的值将显示在正文窗口的相应位置。
9.图形跟踪显示
运行时若选择图形显示方式,则会实时显示加工的图形。在任何状态下,按F9弹出窗口,设置图形显示的参数,并且选择显示模式为图形显示方式,在正文窗口将显示当前的加工轨迹。
显示方式及参数的设置方法:
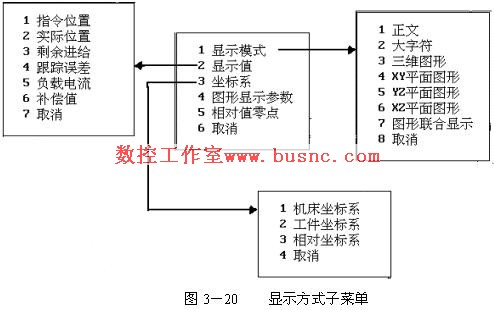
1)在任何画面下按下 F9,弹出菜单,如图3-20所示。
2)选择“显示模式”,按
CR,选择所需的显示模式。
3)选择“显示值”,按 CR,选择所需的显示值类型。
4)选择“坐标系”,按 CR,选择显示值所在的坐标系。
5)选择“图形显示参数”,按
CR,命令行将提示输入所需的图形显示参数。
6)选择“相对零点设置”,按CR,命
令行将提示“是否设置当前点为相对零(Y/N)?”,输入“Y”,按
CR,表示同意,输入“N”,按 CR表示取消。按“ESC”键可执行取消操作。
三、MDI手动方式

在MDI功能中,可以从CRT/MDI面板输入一个指令段,并执行这一指令段。在系统主菜单基本功能(图3-6)状态下按F4进入MDI功能。命令行与菜单键显示如图3-21所示。
1.刀库数据MDI输入
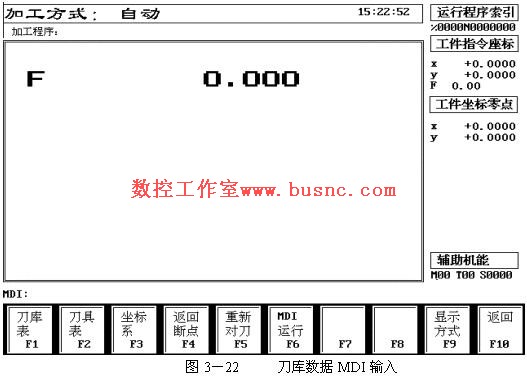
在MDI功能子菜单(图3-21)状态下按Fl
[刀库表]进行刀库设置。按ESC退出。操作步骤如下:
1)按F1,此时正文窗口将出现刀库信息,可用↑、↓、←、→、PGUP、PGDN选择,按图3-22所示,进行刀库数据MDI输入。
2)按CR键确认,此时命令行将出现所选刀库信息,并可编辑修改。
3)修改完毕,按CR键确认。若输入正确,正文窗口相应位置将显示修改过的值;否则,机器鸣叫一声,原值不变。
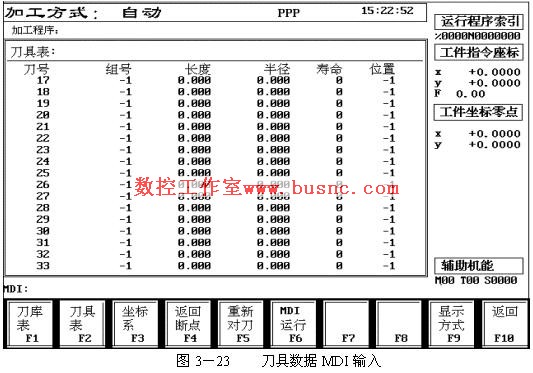
2.刀具数据MDI输入
在MDI功能子菜单(图3-21)所示状态下,按F2
[刀具表]进行刀具设置。按ESC退出。操作步骤如下:
1)按F2,此时正文窗口将出现刀具数据,可用↑、↓、←、→、PGUP、PGDN选择,按图3-23所示,进行刀具数据MDI输入。
2)按CR键确认,此时命令行将出现所选刀具数据,并可编辑修改。
3)修改完毕,按CR键确认。若输入正确,正文窗口相应位置将显示修改过的值:否则机器鸣叫一声,原值不变。
3.坐标系数据MDI输入
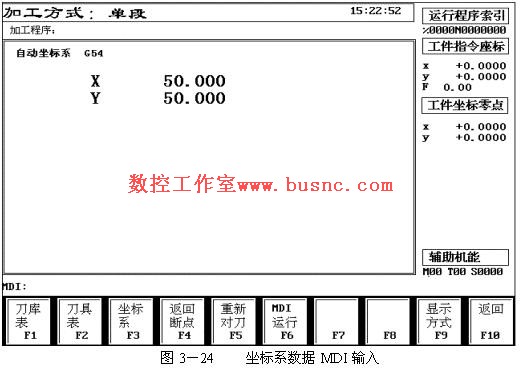
在MDI功能子菜单(图3-21)中按F3
[坐标系]进行坐标系数据MDI输入设置(G54),按F10退出。操作步骤如下:
1)按F3,正文窗口将出现G54数据,
如图3-24所示。按PGDW,正文窗口将依次出现G55、G56、G57、G58、G59坐标系以及当前工件坐标系、相对值零点的数据。
2)在命令行输入所需数据,如:“
Xl00 Yl00”,按 CR。若输入正确,正文窗口相应位置将显示修改过的值:否则机器鸣叫一声,原值不变。
4.MDI运行方式
1)在MDI功能子菜单(图3-21)所示状态下按F6
[MDI运行],进入MDI运行方式,如图3-25所示。
2)在命令行输入数据“G01”,按
CR,则G01指令被输入。输入数据“X9999.999”,按CR,则X的值被输入。同样对于Y、Z、A、B、C、U、V、W、I、K、R、M、S、T、F等也用此方法输入。
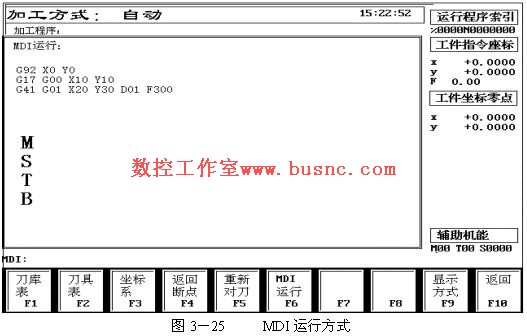
在按CR之前,发现数据输错,可用BACKSPACE键删除,如果按下
CR键后,发现有错误,则需要重新输入正确的数据。
3)按“循环启动”键,则开始MDI运行。如果正在加工区运行,则会提示用户不能进行MDI运行。
4)在输入时,按F7[清除],将前面输入的数据全部清除,可重新输入。在运行时,按F7[清除],停止运行。
四、参数设置
在系统主菜单基本功能状态(图3-6)下,按F3可进入参数设置功能。该级功能菜单相关值在出厂时均已由厂家设置完成,一般不能随意改变。这里仅简要介绍其功能菜单的设置情况。
命令行与菜单键显示如图3-26所示。


1.参数设置(F1)。
可用于设置系统参数、通道参数、坐标轴参数、坐标轴补偿值参数、PLC系统参数、PLC用户参数以及系统硬件配置参数等,并可编辑修改。
2.口令修改(F2)。
在正确输入权限的前提下,可修改数控厂家、机床厂家以及用户厂家的权限口令,但不能越级修改口令。
3.权限参数修改(F3)。
在修改系统参数等数值和口令之前,必须先通过该级子菜单输入正确的口令,才能有权修改其它参数。
4.参数出厂值设置及恢复参数值(F5、F6)。
用于设置及恢复出厂值参数。
5.输入汉字。
按F7键,命令行将出现提示“汉字:”,此时输入区位码,则相应汉字输入到参数修改字符串中。
6.退出参数设置(F10)。
可选择“保存退出”、“返出”或“取消 ”,返回主菜单。一般情况下,参数修改之后必须关闭电源重新启动,参数修改有效,否则参数修改无效。
五、PLC状态显示
在系统主菜单扩展功能状态(图3-6)下,按Fl
进入PLC功能子菜单。PLC功能主要用于将用户所编PLC语言源文件编译成T图显示文件,并动态显示、打印T图,T图状态将随实际状态动态改变。T图编译时,输入的PLC语言源程序不能出错,否则无法生成正确的T图文件。
同时,该功能还可以动态显示PLC运行状态类型,如PLC输入状态――“机床输入到PMC”,PLC输出状态――“PMC输出到机床”,CNC→PLC状态――“CNC输出到PMC”,PLC→CNC状态――“PMC输入到CNC”等。
命令行与菜单键显示如图3-27所示。
|
