|
|
|
|
| 数控铣床的的刀具、刀柄及国家标准(图) | |
|
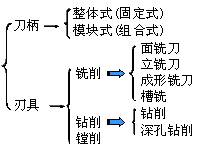
1)刀具组成:
2)刀柄系统:如图4.5所示
图4.5 刀柄系统 ①模块式(组合式) 用途: a、当产品变化时,刀体长度可根据零件尺寸要求灵活改变; b、当多种机床要求刀具有不同的锥度型号和设计时; c、零件复杂,需要大量刀具时; d、可减少刀具库存。 ②整体式(固定式)用途: a、用于加工的零件不会改变的专用机床上; b、用于在大多数刀具装配中装夹不改变的刀柄,如测量长度固定的面铣刀心轴和立铣刀刀柄。 3)我国新标准 ①标准说明: a、GB10944《自动换刀机床用7:24圆锥工具柄部40、45和50号圆锥柄》 b、GB10945《自动换刀机床7:24圆锥工具柄部40、45和50号圆锥柄用拉钉》 c、与ISO7388/1和ISO7388/2等效。 ②特点:刀柄与主轴孔的配合锥面一般采用7:24的锥柄,因为这种锥柄不自锁,换刀方便,与直柄相比有较高的定心精度和刚度。 ③连接:刀柄通过拉钉固定在主轴上
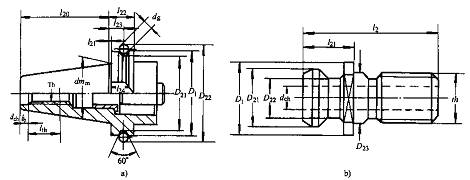
图4.6 面铣刀 ④刀具种类很多,刀具锥柄与拉钉的结构和尺寸均已标准化和系列化。 ⑤在我国应用最为广泛的是BT40和BT50系列刀柄和拉钉,各部分的尺寸如图4.7所示。
图4.7 BT40和BT50系列刀柄和拉钉各部分尺寸 |
 |