|
|
|
|
|
数控铣床零件加工实例操作视频教程 |
|
|
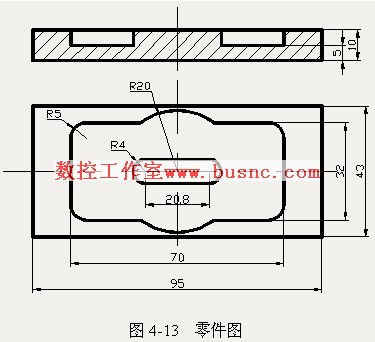
一、加工要求 加工如图所示零件。零件材料为 LY12 ,单件生产。零件毛坯已加工到尺寸。选用设备: XK714B 数控铣床
二、准备工作 加工以前完成相关准备工作,包括工艺分析及工艺路线设计、刀具及夹具的选择、程序编制等。 三、操作步骤及内容 1、开机,各坐标轴手动回机床原点 2、刀具安装 根据加工要求选择 Φ10 高速钢立铣刀,用弹簧夹头刀柄装夹后将其装上主轴。 3、清洁工作台,安装夹具和工件 将平口虎钳清理干净装在干净的工作台上,通过百分表找正、找平虎钳,再将工件装正在虎钳上。 4、对刀设定工件坐标系 1 ) 用寻边器对刀,确定 X 、 Y 向的零偏值,将 X 、 Y 向的零偏值输入到工件坐标系 G54 中 ; 2 ) 将加工所用刀具装上主轴,再将 Z 轴设定器安放在工件的上表面上,确定 Z 向的零偏值,输入到工件坐标系 G54 中 。 5、设置刀具补偿值 将刀具半径补偿值 5 输入到刀具补偿地址 D01 。 6、输入加工程序 将计算机生成好的加工程序通过数据线传输到机床数控系统的内存中。 7、调试加工程序 把工件坐标系的 Z 值 沿 +Z 向平 移 100mm ,按下数控启动键,适当降低进给速度,检查刀具运动是否正确。 8、自动加工 把工件坐标系的 Z 值恢复原值,将进给倍率开关打到低档,按下数控启动键运行程序,开始加工。机床加工时,适当调整主轴转速和进给速度,并注意监控加工状态,保证加工正常。 9、取下工件,用游标卡尺进行尺寸检测 10、清理加工现场 11、关机 |
 |