|
|
|
|
|
TORNOS的并行式数控机床 |
|
|
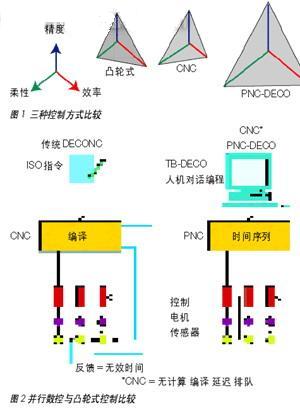
数控技术在各个加工领域都得到了充分的发展和应用,但是在大批量生产中由于控制系统延迟所影响的生产效率问题一直没有受到足够的重视。 TORNOS积自1880年以来在凸轮机床和批量生产上的经验,在率先采用数控技术后又最直接的注意到凸轮控制方式与现代数控方式各自的利弊,将各自的优点得以综合,提出并实现了平行控制方式DECO-PNC (Parallel Numeric Control). 并行数控方式与凸轮控制方式及现代数控方式的比较 为了简洁的介绍并行数控的概念, 我们可以从加工过程的最直接需求来理解并行数控方式诞生的背景。如果从加工所考虑的精密性、柔性化和生产效率3个方面来看,我们可以得到如下比较(图1)。
并行控制以时间作为控制序列,与凸轮式控制都是有序的控制, 也就是说各个控制轴或刀具的工作顺序是在编程中已知的(表)。
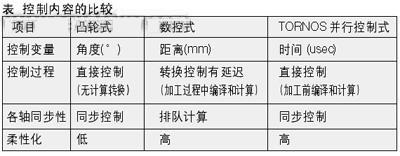
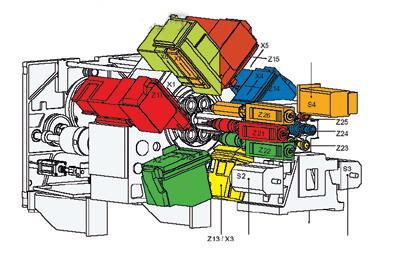
并行控制PNC原理 并行控制的原理是在编程后按照所定的切削参数进行步进计算,建立一个以时间为控制变量的表格,在同一时间瞬时ITP所有伺服轴的位置都已经算出, 在机床运行过程中间不需要编译计算,按照时间为参量所有轴的移动可同时控制, 这也是并行控制的名称由来。 采纳凸轮控制的优点 并行数控也称之为虚拟凸轮控制方式。 凸轮式控制方式有两大优点:直接控制, 无需其他处理转换, 效率高,在多刀加工中可以按照加工节拍合理分布刀具的切削参数,如在保证各刀具加工时间匹配的情况下减少不必要的快速进给和不必要的大进给量切削,由此减少机床运动部件的磨损和刀具的磨损。 对现代数控方式扬长避短 并行数控PNC保持了现代数控所拥有的灵活性和高精度加工, 并在其基础上有了独特的发展。从另一方面又避免了在加工过程中的编译和计算过程,也就是消除了控制中的主要延迟因素。 并行数控方式所需要的反馈方式是半闭环时间反馈,现代数控方式的反馈方式为全闭环距离反馈或半闭脉冲量反馈。 并行数控方式的反馈不需要再次计算各轴坐标位置,而现代数控方式则需不断更新计算(图2)。现代数控的全闭环方式虽然理论上能够提供更精密控制,但由于编译计算所造成的控制延迟以及各轴的排队计算控制都会将此优势大打折扣,而并行式控制则发挥自己直接控制和并行控制的优势保证加工精度,同时又回避了全闭环过程中不稳定因素所带来的各种问题。 TB-DECO编程软件 TB-DECO是TORNOS的专利产品,在PC机上窗口环境编程,包含了车削技术的所有编程和加工方面,以实现最佳工艺优化。包含刀具轨迹图形显示,标准ISO语言,防碰撞检查等功能。 所有TORNOS的纵切DECO 多轴MULTIDECO 机床配机外PC 编程TB-DECO。 应用实例 在TORNOS数控6轴自动车床上,如图3所示, 共有18个线性伺服轴, 5个交流变速电机,并可配置相应的C-轴。PNC并行数控方式保证了各轴的同步性以及快速控制提高效率。并行控制的顺序可知性使得容易实现对于加工排布的优化以及防碰撞检测。
图3 TORNOS数控6轴自动车床 一个不锈钢AISI303 (SUS303)从直径20mm棒料在该机床上一次完成的工艺排布。单件加工时间为9.3秒 |
 |