|
|
|
|
|
加工中心标准训练样件一(NC代码) |
|
|
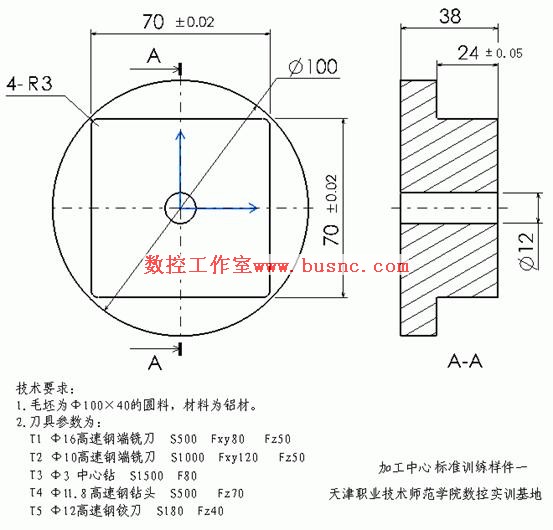
手工编程(适用于FANUC) 主程序 % o1 G91G28Z0. T1M6 G90G54G0X0Y0S500M3 G43H1Z100. X-65.Y0 Z5.0 G01Z-8.F50 M98P100D1(D=8.2) G01Z-16.F50 M98P100D1(D=8.2) G01Z-24.F50 M98P100D1(D=8.2) G0Z100. M05 G91G28Z0 T2M6 G90G54G0X0Y0S1000M3 G43H2Z100. X-65.Y0 Z5.0 G01Z-5.F50 M98P100D2(D=5.) G01Z-10.F50 M98P100D2(D=5.) G01Z-15.F50 M98P100D2(D=5.) G01Z-20.F50 M98P100D2(D=5.) G01Z-24.F50 M98P100D2(D=5.) G0Z100. M05 G91G28Z0 T3M6 G90G54G0X0Y0S1500M03 G43H3Z100.0 G98G81R5.0Z-5.0F80 G80 M05 G91G28Z0 T4M06 G90G54G0X0Y0S1500M03 G43H4Z100.0M08 G98G83R5.0Z-42.0Q2.0F70 G80 M05 G91G28Z0 T5M06 G90G54G0X0Y0S180M03 G43H5Z100.0M08 G98G81R5.0Z-45.0F40 G80 M05 M09 G91G28Z0 M30 %
子程序O100 % G41G01X-65.Y-30.0F100 G03X-35.Y0R30. G01Y32. G02X-32.Y35.R3. G01X32. G02X35.Y32.R3. G01Y-32. G02X32.Y-35.R3. G01X-32. G02X-35.Y-32.R3. G01Y0 G03X-65.0Y30.R30. G40G01Y0 M99 % |
 |