|
|
|
|
|
加工中心的选刀与换刀指令的原理 |
|
|
不同的加工中心,其换刀程序会有所区别,通常选刀与换刀分开进行。换刀动作必须在主轴停转条件下进行,换刀完毕启动主轴后,方可进行下面程序段的加工。因此,“换刀” 动作指令必须编在用“新”刀加工的程序段的前面。而选刀操作可与机床加工重合起来,即在切削加工的同时进行选刀,选刀程序可放在换刀前的任一个程序段。 多数加工中心都规定了换刀点位置,并可通过指令M06让刀具快速移动到换刀点后执行换刀动作。 选刀和换刀程序段格式为: N10 T02;选T02号刀 N60 M06;主轴换上T02号刀
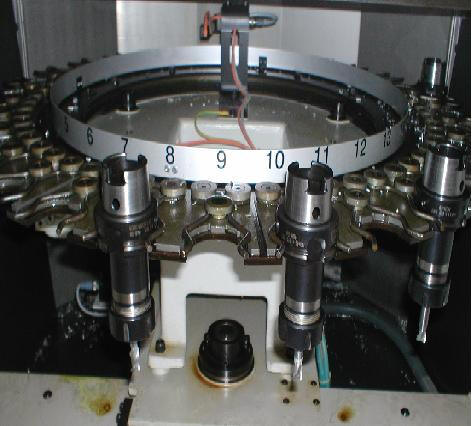
刀座编号
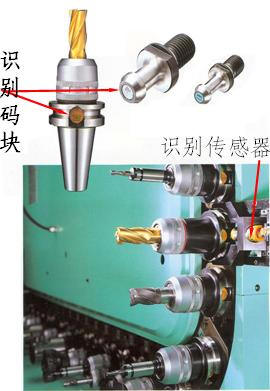
刀具识别
盘式刀库 |
 |