加工中心的主轴部件上设有准停装置,其作用是使主轴每次都准确地停在固定不变的周向位置上,以保证自动换刀时主轴上的端面键能对准刀柄上的键槽,同时使每次装刀时刀柄与主轴的相对位置不变,提高刀具的重复安装精度,从而可提高孔加工时孔径的一致性。另外,一些特殊工艺要求,如在通过前壁小孔镗内壁的同轴大孔,或进行反倒角等加工时,也要求主轴实现准停,使刀尖停在一个固定的方位上,以便主轴偏移一定尺寸后,使大刀刃能通过前壁小孔进入箱体内对大孔进行镗削。。
目前,主轴准停装置很多,主要分为机械式和电气式两种。JCS-018加工中心采用电气准停装置,其原理见图1。
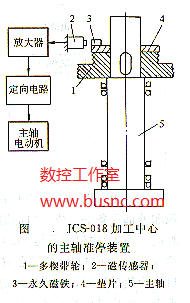
在带动主轴旋转的多楔带轮1的端面上装有一个厚垫片4,垫片上装有一个体积很小的永久磁铁3,在主轴箱箱体的对应于主轴准停的位置上,装有磁传感器2。当机床需要停车换刀时,数控装置发出主轴停转的指令,主轴电动机立即降速,在主轴以最低转速慢转几圈、永久磁铁3对准磁传感器2时,磁传感器发出准停信号,该信号经放大后,由定向电路控制主轴电动机停在规定的周向位置上。