|
|
|
|
|
主轴的准停功能 | |
|
1.定义:主轴停车时要求停在一个固定位置的功能称为准停功能。 2.主轴为什么要有准停功能: ・自动换刀的数控镗床或铣床,切削转矩通常是通过主轴上的端面键和到柄上的键槽来传递的,因此每一次自动换刀时,都必须使刀柄上的键槽对准主轴的端面键,因而要求有准停功能。 ・在加工精密孔系时,若每次都能在主轴固定的圆周位置上换刀,就能保证刀尖与主轴相对位置的一致性,从而减少被加工孔的尺寸的分散度。
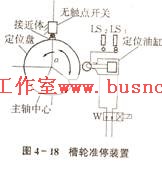
3.主轴准停装置的工作原理:(插图 《机床数控技术》 P20)
主轴准停装置有机械式、电器式。下面介绍一种槽轮准停装置的工作原理。 ・组成: 带V型槽的粗、精定位盘、油缸、定向活塞、无触点开关等。 ・工作原理: 准停装置装在主轴尾部,其中粗定位盘用螺钉紧固在精定位盘上。当它停下后,主轴即被停住。准停前主轴处于运行状态。
主轴运转→CNC发出停车指令→主轴以低速旋转(20r/min)→延时继电器延时一段时间→接通无触点开关电源→当粗定位盘上的感应块触发无触点开关后→主电机停转并断开主传动链→主轴因惯性继续转动→无触点开关信号同时发信号给液压缸→液压缸右腔进油→定向活塞左移→滚子在精定位盘上滚动→卡住槽轮
|
 |