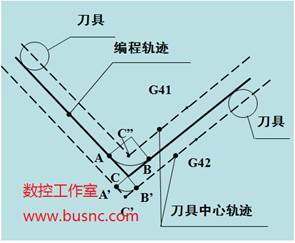
根据相邻轮廓段的信息自动处理两个程序段刀具中心轨迹的转换,并自动在转接点处插入过渡圆弧或直线从而避免刀具干涉和断点情况。
C功能刀补更为完善,弥补了B功能刀补的不足。目前
数控机床的CNC系统中均采用C刀补方法。
l
C功能刀补的实现方法
l
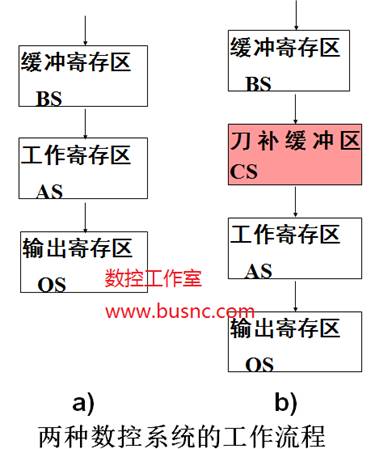
缓冲寄存区BS:存放下一个加工程序段的信息
l
工作寄存区AS:存放正在加工的程序段的信息
l
输出寄存区OS:运算结果作为伺服系统的控制信号。
l
C刀补方法在CNC装置内部增设了一个刀补缓冲区CS:第一程序段先被读入BS,在BS中算得第一段刀具轨迹,被送到CS暂存,又将第二段读入BS,算出第二段的刀具轨迹。接着对两段刀具的连接方式进行判别,根据判别结果,再对第一段刀具中心轨迹进行修正。