|
|
|
|
|
(二)刀具半径补偿类型,B刀补,C刀补,刀具半径补偿的过程
|
|
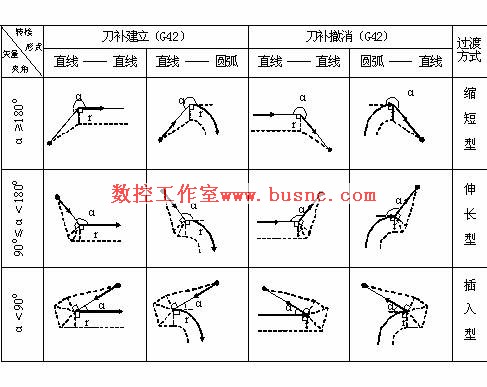
1、半径补偿的分类 由于一般CNC系统所处理的基本轮廓线型是直线和圆弧,因而根据它们的相互联接关系可组成四种连接形式,即直线与直线相接、直线与圆弧相接、圆弧与直线相接、圆弧与圆弧相接。 首先定义转接角ą为两个相邻零件轮廓段交点处在工件侧的夹角.如图2-13所示,其变化范围为0°≤a≤360°。图中所示为直线接直线的情形,而对于轮廓段为圆弧时,只要用其在交点处的切线作为角度定义的对应直线即可。 现根据转接角a的不同,可以将C刀补的各种转接过渡形式划分为如下三类: 1)当180°<a<360°,属缩短型。 2)当90°≤a<180°属伸长型。 3)当0°<a<90°属插入型。
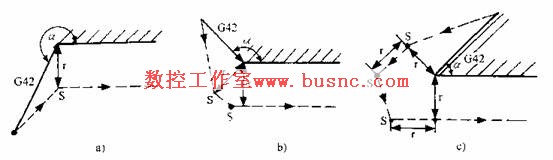
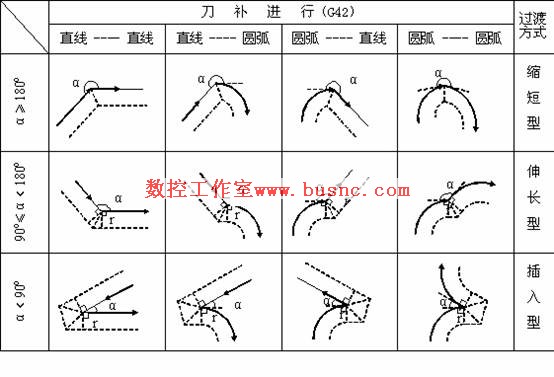
Fig 2-13 转接角定义示意图 a) G41 b)G42 2、刀具半径补偿的执行过程 在刀具半径补偿执行的三个步骤中.均会有上述三种转接过渡类型。如图2―14所示为补建立过程中碰到的三种转接形式,如图2-15所示为刀补进行过程中能碰到的三种转接形式。如图2-16所示为刀补撤消过程中可能碰到的三种转接形式。
Fig 2-14 刀补建立示意图 a)缩短型 b)伸长型 c) 插入型
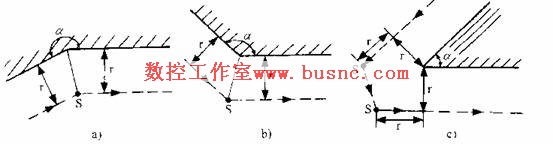
Fig 刀补进行示意图 a)缩短型 b)伸长型 c) 插入型
Fig 2-16 刀补撤销示意图 a)缩短型 b)伸长型 c) 插入型
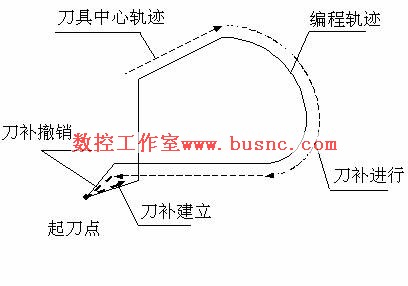
刀具半径补偿的建立和撤消
刀具半径补偿的进行过程
|
 |