|
|
|
|
数控机床刀具补偿的概念及分类 |
|
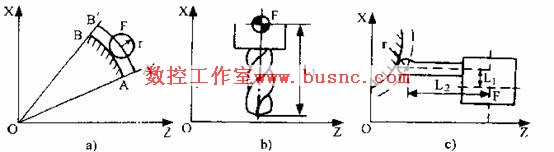
1、刀具补偿的概念 由于CNC系统通过控制刀架的参考点实现加工轨迹,但实际上切削时是使用刀尖或刀刃边缘完成,这样就需要在刀架参考点与刀具切削点之间进行位置偏置,从而使数控系统的控制对象由刀架参考点变换到刀尖或刀刃边缘。这种变换的过程就称之为刀具补偿。 2、刀具补偿的分类 刀具补偿一般分成刀具长度补偿和刀具半径补偿.并且对于不同类型的机床与刀具,需要考虑的补偿形式也不一样,如图2―10所示。对于铣刀而言,主要是刀具半径补偿:对于钻头而言.只有刀具长度补偿;但对于车刀而言,却需要两坐标长度补偿和刀具半径补偿。其中有关的刀具参数,如刀具半径、刀具长度、刀具中心的侗移量等均是预先存入刀补表的,不同的刀补号对应着不同的参数,偏程员在进行程序编制时,通过调用不同的刀具号来满足不同的刀补要求:
Fig 不同刀具补偿示意图 a) 铣刀 b)钻头 c)车刀
|
 |