|
|
|
|
|
(五)刀具半径补偿计算 |
|
所谓刀具半径补偿计算就是运用矢量方法求出刀补轨迹上的各个转接点坐标值。下面分直线接直线、直线接圆弧、圆弧接直线、圆弧接圆弧共四种情况分别加以讨论和推算。
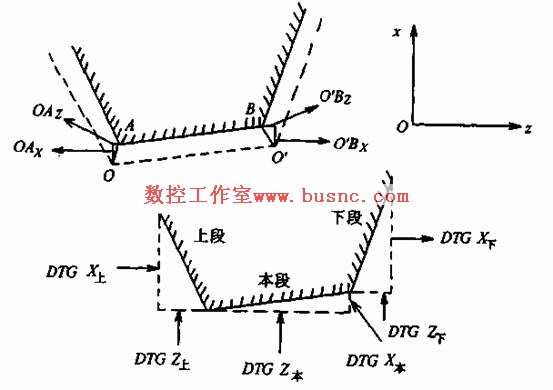
Fig 3-14 如图3-14所示为直线过渡的刀补原理图。设刀具中心位置在O点,现在准备加工数据段 AB。数据段AB的程编增量(DTGX,DTGZ)是已知的。刀具半径补偿的任务就是根据AB段的程编增量(DTG X.DTG Z)计算出刀具中心轨迹OO'的增量(DTG)。对应于因3―6中,数据段AB的程编增量在12221块,而00’的增量DTGX,DTGZ就位于12235块中,即刀补的结果。设OO’在X和Z方向的分量分别为OO'X和OO'Z,另外AB在X和Z方向的分量为ABX,ABZ,则
OO'X=ABX+OAX+O'BX OO'Z=ABZ+OAZ+O'BZ 其中.ABX和ABZ是程编给出的(绝对编程时亦可以计算出来)。只要能计算出OAX,OAZ,, O'BX,O'BZ,则刀具中心在X.Z方向上的增量就能算出。设上一段的X方向增量为DTGX上Z方向的增量为DTGZ上,我们定义
因为DTGX上,DTGZ上有正负号,所以sin α上cosα上亦有正负号。同理可列出sinα本,cosα,。sinα下.cosα下。根据三角函数关系可以证明
其中r为刀具的半径。计算出了上述4个值以后、那未刀具中心在X.Z方向上的增量均可计算出来.即可以从目前所在的O点运动到O'点,从而加工出数据段AB来。 需要注意的是OAX,OAZ是在对上一段进行刀具半径补偿时就计算出来。等到对本段(AB)进行半径补偿时。先译出下一段,从而计算出O'BX,O'BZ,这样OO'X,OO'Z就可以计算出来了。
|
 |