|
|
|
|
|
矢量判别法插补原理及流程
|
|
|
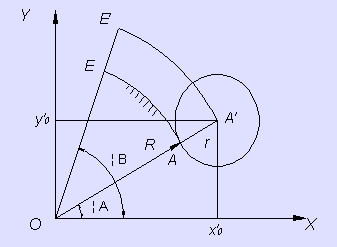
图 矢量判别法
如图所示,设要加工的程序段为圆弧的
对于 这样,若把这两种运动结合起来,也就是在作轮廓线圆弧插补的同时,不断地修改刀具半径矢量r,使它保持与圆弧半径矢量R一致,就能实现刀具半径的补偿。 为了比较R与r的重合性,引入R和r的矢量积作为判别函数:
H=
式中的 当H=0时,表示R和r重合; 当H>0时,表示r超前R; 当H<0时,表示r滞后R。
把H=0的情况并入H>0中,且规定H<0时,作刀具偏移计算,并作矢量r的旋转;H r的旋转可按轮廓圆弧插补相同的方式进行。由此可见,刀具半径补偿的矢量判别法是通过判别函数 H 把两圆弧插补结合起来,而与圆弧插补本身的方法无关。所以,不管数控系统使用何种插补方法都可用矢量判别法进行刀具补偿计算,这是此种方法的一个优点。另一个优点是此法能在轮廓插补的同时进行刀具半径矢量的旋转,从而可省去单独计算刀具半径矢量偏移的时间。它的缺点是由于在偏差补偿的基础上进行刀具偏移计算,引入了一个新的偏差量H,使插补误差增加一倍,达两个脉冲当量。 |
 |