|
|
|
|
|
МгЙЄЙЄЙ§ГЬжаЕФЙ§ЧаХаБ№дРэ,дВЛЁЙ§ЧаХаБ№жБЯпЙ§ЧаХаБ№ |
|
МгЙЄЙЄЙ§ГЬжаЕФЙ§ЧаХаБ№дРэ 1ЁЂ жБЯпМгЙЄЪБЕФЙ§ЧаХаБ№
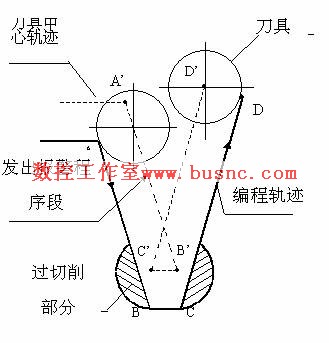
ШчЩЯЭМЫљЪОЃЌЕББЛМгЙЄЕФТжРЊЪЧжБЯпЖЮЪБЃЌШєЕЖОпАыОЖбЁгУЙ§ДѓЃЌОЭНЋВњЩњЙ§ЧаЯїЯжЯѓЁЃЭМжаЃЌБрГЬЙьМЃЮЊ ABCDЃЌBЁфЮЊЖдгІгкABЁЂBCЕФЕЖОпжааФЙьМЃЕФНЛЕуЁЃЕБЖСШыБрГЬЙьМЃCDЪБЃЌОЭвЊЖдЩЯЖЮЕЖОпжааФЙьМЃBЁЏCЁЏНјаааое§ЃЌШЗЖЈЕЖОпжааФгІДгBЁфЕувЦЕНCЁфЕуЁЃЯдШЛЃЌетЪББиНЋВњЩњШчЭМвѕгАВПЗжЫљЪОЕФЙ§ЧаЯїЁЃ жБЯпЙ§ЧаЕФХаБ№ЗНЗЈ дкжБЯпМгЙЄЪБЃЌПЩвдЭЈЙ§БрГЬЪИСПгыЦфЯрЖдгІЕФаое§ЪИСПЕФБъСПЛ§ЕФе§ИКНјааХаБ№ЁЃдкЩЯЭМжаЃЌBCЮЊБрГЬЪИСПЃЌB'C'ЮЊBCЖдгІЕФаое§ЪИСПЃЌІСЮЊЫќУЧжЎМфЕФМаНЧЁЃдђЃК
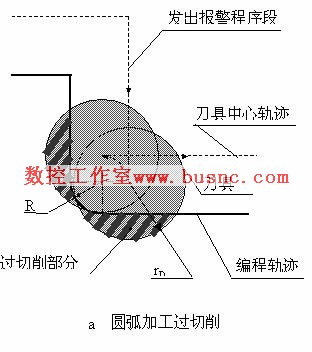
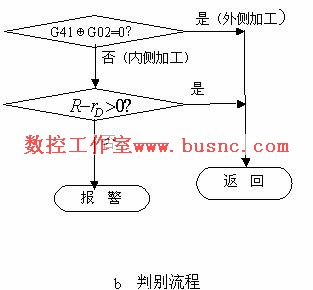
2ЁЂдВЛЁМгЙЄЪБЕФЙ§ЧаЯїХаБ№ дкФкТжРЊдВЛЁМгЙЄЃЈЕБдВЛЁМгЙЄЕФУќСюЮЊ G41G03 ЛђG42G02ЃЉЪБЃЌШєбЁгУЕФЕЖОпАыОЖrDЙ§ДѓЃЌГЌЙ§СЫЫљашМгЙЄЕФдВЛЁАыОЖRЃЌФЧУДОЭЛсВњЩњЙ§ЧаЯїЁЃ
дкЪЕМЪМгЙЄжаЃЌЛЙгаИїжжИїбљЕФЙ§ЧаЯїЧщПіЃЌЯогкЪБМфЃЌЮоЗЈвЛвЛСаОйЁЃЕЋЪЧЭЈЙ§ЩЯУцЕФЗжЮіПЩжЊЃЌЙ§ЧаЯїЯжЯѓЖМЗЂЩњдкЙ§ЖЩаЮЪНЮЊЫѕЖЬаЭЕФЧщПіЯТЃЌвђЖјПЩвдИљОнетвЛддђЃЌРДХаЖЯЗЂЩњЙ§ЧаЯїЕФЬѕМўЃЌВЂОнДЫЩшМЦЙ§ЧаЯїХаБ№ГЬађЁЃ |
| ЁЁ |
 |