图2-31所示为第Ⅰ象限顺圆弧段 ,圆弧方程为
,圆弧方程为
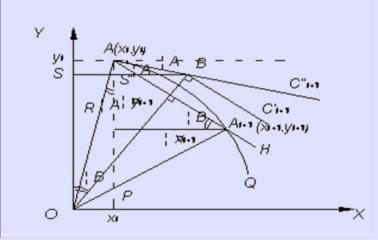
图3-31
扩展DAA圆弧插补
设现时刀具处在 点的位置。若在一个采样周期
点的位置。若在一个采样周期 内,刀具沿切线方向的轮廓进给步长为
内,刀具沿切线方向的轮廓进给步长为 ,即进给一步后应到达
,即进给一步后应到达 点,显然,
点,显然, 的长度为
。由图可见,它的径向误差是较大的。扩展DDA算法并不是让刀具沿切线进给,而是将切线逼近圆弧的方法转化为弦线逼近法。
的长度为
。由图可见,它的径向误差是较大的。扩展DDA算法并不是让刀具沿切线进给,而是将切线逼近圆弧的方法转化为弦线逼近法。
如果我们通过 线段的中点
线段的中点 作半径为
作半径为 的圆弧的切线
的圆弧的切线 ,再通过
,再通过 点作的平行线
点作的平行线 ,即∥,并在上截取
,即∥,并在上截取 ==
(容易证明
==
(容易证明 点必不在圆弧侧)。扩展DDA就是用线段进给来代替
的切线段进给,即扩展DDA在一个采样周期内计算的结果,应是刀具从点沿弦线走到点(而不是沿切线走到点)。显然,这样进给使径向误差减小了。
点必不在圆弧侧)。扩展DDA就是用线段进给来代替
的切线段进给,即扩展DDA在一个采样周期内计算的结果,应是刀具从点沿弦线走到点(而不是沿切线走到点)。显然,这样进给使径向误差减小了。
现在我们就来计算在采样周期内的轮廓进给步长之坐标分量 和
和 值,得到了此两值,就很容易得到本次采样周期后应达到的坐标位置。
值,得到了此两值,就很容易得到本次采样周期后应达到的坐标位置。
由图2-31可见,在直角△ 中
中
 (2-32)
(2-32)
 (2-33)
(2-33)
设刀具以恒速进给,即在每个采样周期内的进给速度均为 ,显然,=
=
,显然,=
= 。过点作
。过点作 轴的平行线
轴的平行线 交
交 轴于
轴于 点,交
点,交 线段于
线段于 点。可以看出,直角△
点。可以看出,直角△ 与直角△
与直角△ 相似,从而有比例关系:
相似,从而有比例关系:
 (2-34)
(2-34)
式中
 =;
=;
在直角△ 中
中
因此

在直角△ 中
中
将以上各式代入式(2-34),有
将式(2-32)代入上式并整理,得
因为 ,故将
,故将 略去不计,则上式为
略去不计,则上式为 
若令
则
 (2-35)
(2-35)
在上述两相似三角形的关系中,还有下式成立:
即
已知
由直角△得
而
 =
= ,因此
,因此
 =
=
同理,因,故略去
不计,则
仍记
则
 (2-36)
(2-36)
由于为已知,故利用式(2-35)和(2-36)很容易求得和值。有了此两值,就可算出本次采样周期刀具应达到的坐标位置 和
和 值,即
值,即
依照此原理,读者不难得出其他象限及其他走向的圆弧插补之计算公式。
