|
|
|
|
|
数控系统中插补方法的主要分类 |
|
|
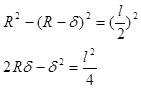
数控系统中完成插补运算工作的装置或程序称为插补器,根据插补器的不同结构,可分为硬件插补器、软件插补器及软、硬件结合插补器三种类型。早期的NC数控系统使用硬件插补器,它由逻辑电路组成,特点是运算速度快,但灵活性差,结构复杂,成本较高。CNC数控系统多采用软件插补器,它主要由微处理器组成,通过计算机程序来完成各种插补功能,特点是结构简单,灵活易变,但速度较慢。随着微处理器运算速度和存储容量的不断提高,为了满足日益增长的插补速度和精度要求,现代CNC数控系统大多采用软件插补或软、硬件插补相结合的方法。由软件完成粗插补,硬件完成精插补。粗插补采用软件方法先将加工轨迹分割为线段,精插补采用硬件插补器将粗插补分割的线段进一步密化数据点。粗、精插补相结合的方法对数控系统运算速度要求不高,并可节省存储空间,且响应速度和分辨率都比较高。 由于直线和圆弧是构成零件轮廓的基本线型,因此CNC系统一般都具有直线插补和圆弧插补两种基本功能。在三坐标以上联动的CNC系统中,一般还具有螺旋线插补。在一些高挡CNC系统中,已经出现了抛物线插补、渐开线插补、正弦线插补、样条曲线插补和球面螺旋线插补等功能。 插补的方法和原理很多,根据数控系统输出到伺服驱动装置的信号的不同,插补方法可归纳为基准脉冲插补和数据采样插补两种类型。 1.基准脉冲插补 基准脉冲插补又称脉冲增量插补或行程标量插补,其特点是数控装置在每次插补结束时向各个运动坐标轴输出一个基准脉冲序列,驱动各坐标轴进给电动机的运动。每个脉冲代表了刀具或工件的最小位移,脉冲的数量代表了刀具或工件移动的位移量,脉冲序列的频率代表了刀具或工件运动的速度。 基准脉冲插补的插补运算简单,容易用硬件电路实现,运算速度很快。早期的NC系统都是采用这类方法,在目前的CNC系统中也可用软件来实现,但仅适用于一些由步进电机驱动的中等精度或中等速度要求的开环数控系统。有的数控系统将其用于数据采样插补中的精插补。 基准脉冲插补的方法很多,如逐点比较法、数字积分法、比较积分法、数字脉冲乘法器法、最小偏差法、矢量判别法、单步追踪法、直接函数法等。其中应用较多的是逐点比较法和数字积分法。 2.数据采样插补 数据采样插补又称为数据增量插补、时间分割法或时间标量插补。这类插补方法的特点是数控装置产生的不是单个脉冲,而是标准二进制字。插补运算分两步完成。第一步为粗插补,采用时间分割思想,把加工一段直线或圆弧的整段时间细分为许多相等的时间间隔,称为插补周期。在每个插补周期内,根据插补周期T和编程的进给速度F计算轮廓步长l=F・T,将轮廓曲线分割为若干条长度为轮廓步长l的微小直线段;第二步为精插补,数控系统通过位移检测装置定时对插补的实际位移进行采样,根据位移检测采样周期的大小,采用直线的基准脉冲插补,在轮廓步长内再插入若干点,即在粗插补算出的每一微小直线段的基础上再作“数据点的密化”工作。一般将粗插补运算称为插补,由软件完成,而精插补可由软件实现,也可由硬件实现。 计算机除了完成插补运算外,还要执行显示、监控、位置采样及控制等实时任务,所以插补周期应大于插补运算时间与完成其他实时任务所需的时间之和。插补周期与采样周期可以相同,也可以不同,一般取插补周期为采样周期的整数倍,该倍数应等于对轮廓步长l实时精插补时的插补点数。如美国A-B公司的7300系列中,插补周期与位置反馈采样周期相同;日本FANUC公司的7M系统中,插补周期T为8ms,位移反馈采样周期为4ms,即插补周期为采样周期的两倍,此时,插补程序每8ms被调用一次,计算出下一个周期各坐标轴应该行进的增量长度,而位移反馈采样程序每4ms被调用一次,将插补程序算好的坐标增量除以2后再进行直线段的进一步密化(即精插补)。现代数控系统的插补周期已缩短到2~4ms,有的已经达到零点几毫秒。 由上述分析可知,数据采样插补算法的核心问题是如何计算各坐标轴的增量△x或△y,有了前一插补周期末的动点坐标值和本次插补周期内的坐标增量值,就很容易计算出本次插补周期末的动点指令位置坐标值。对于直线插补来讲,由于坐标轴的脉冲当量很小,再加上位置检测反馈的补偿,可以认为插补所形成的轮廓步长l与给定的直线重合,不会造成轨迹误差。而在圆弧插补中,一般将轮廓步长l作为内接弦线或割线(又称内外差分弦)来逼近圆弧,因而不可避免地会带来轮廓误差。如图2所示,设用内接弦线或割线逼近圆弧时产生的最大半径误差为dR,在一个插补周期T内逼近弦线l所对应的圆心角(角步距)为q,圆弧半径为R,刀具进给速度为F,则采用弦线对圆弧进行逼近时,由图2(a)、(b)可知
舍去高阶无穷小
,则由上式得
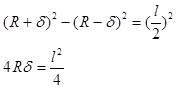
(1) 采用割线对圆弧进行逼近时,假设内外差分弦的半径误差相等,即d1=d2=d,则由图2(b)可知
(2)
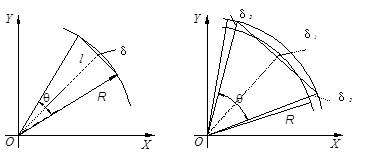
(a)弦线 (b)割线 图2 弦线、割线逼近圆弧的径向误差 显然,当轮廓步长l相等时,内外差分弦的半径误差是内接弦的一半;若令半径误差相等,则内外差分弦的轮廓步长l或角步距q 是内接弦的
倍。但由于采用割线对圆弧进行逼近时计算复杂,应用较少。 从以上分析可以看出,逼近误差d与进给速度F、插补周期T的平方成正比,与圆弧半径R成反比。由于数控机床的插补误差应小于数控机床的分辨率,即应小于一个脉冲当量,所以,进给速度F、圆弧半径R一定的条件下,插补周期T越短,逼近误差d 就越小。当d 给定及插补周期T确定之后,可根据圆弧半径R选择进给速度F,以保证逼近误差d 不超过允许值。 以直流或交流电机为驱动装置的闭环或半闭环系统都采用数据采样插补方法,粗插补在每一个插补周期内计算出坐标实际位置增量值,而精插补则在每一个采样周期反馈实际位置增量值及插补程序输出的指令位置增量值。然后算出各坐标轴相应的插补指令位置和实际反馈位置的偏差,即跟随误差,根据跟随误差算出相应坐标轴的进给速度,输出给驱动装置。 数据采样插补的方法也很多,有:直线函数法、扩展数字积分法、二阶递归扩展数字积分法、双数字积分插补法等。其中应用较多的是直线函数法、扩展数字积分法。 |
 |