|
|
|
|
|
逐点比较法圆弧插补 |
|
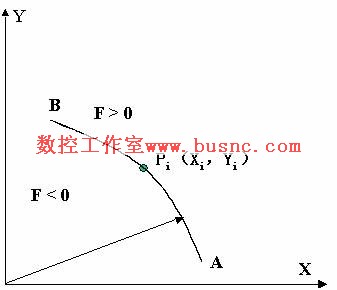
3.逐点比较法圆弧插补 (1)偏差函数
任意加工点Pi(Xi,Yi),偏差函数Fi可表示为
若Fi=0,表示加工点位于圆上; 若Fi>0,表示加工点位于圆外; 若Fi<0,表示加工点位于圆内 (2)偏差函数的递推计算 1) 逆圆插补
走一步
走一步 2) 顺圆插补
走一步
走一步 (3)终点判别
1) 判断插补或进给的总步数:
2) 分别判断各坐标轴的进给步数;
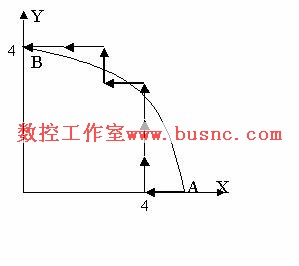
(4)逐点比较法圆弧插补举例 对于第一象限圆弧AB, 起点A(4,0),终点B(0,4)
4.逐点比较法的速度分析
式中:L ―直线长度; V ―刀具进给速度; N ―插补循环数; f ―插补脉冲的频率。
所以:
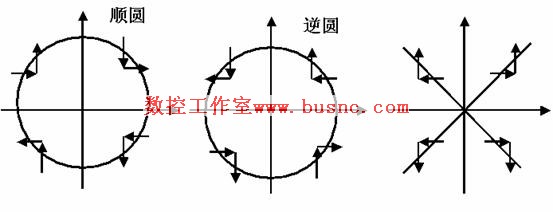
刀具进给速度与插补时钟频率f 和与X轴夹角α有关 5.逐点比较法的象限处理 (1)分别处理法 四个象限的直线插补,会有4组计算公式,对于4个象限的逆时针圆弧插补和4个象限的顺时针圆弧插补,会有8组计算公式
(2)坐标变换法 用第一象限逆圆插补的偏差函数进行第三象限逆圆和第二、四象限顺圆插补的偏差计算,用第一象限顺圆插补的偏差函数进行第三象限顺圆和第二、四象限逆圆插补的偏差计算。
|
 |