|
|
|
|
数控机床电气维修技术(上) |
|
|
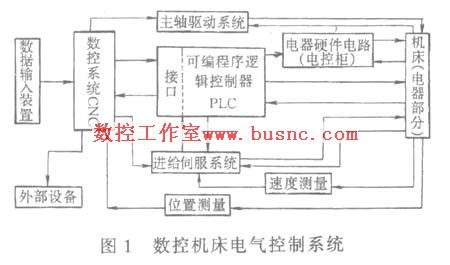
我国从事数控机床电气设计、应用与维修技术工作的工程技术人员数以万计,然而由于此项技术的复杂性、多样性和多变性以及一些客观环境因素的制约,在数控机床电气维修技术方面还没有形成一套成熟的、完整的理论体系。当今控制理论与自动化技术的高速发展,尤其是微电子技术和计算机技术的日新月异,使得数控技术也在同步飞速发展,数控系统结构形式上的PC基、开放化和性能上的多样化、复杂化、高智能化不仅给其应用从观念到实践 带来了巨大变化,也在其维修理论、技术和手段上带来了很大的变化。因此,一篇讲座形式的文章不可能把已经形成了一门专门学科的数控机床电气维修技术理论完整地表述出来,本文仅是将多年的实践探索及业内众同仁的经验总结加以适当的归纳整理,以求对该学科理论的发展及工程技术人员的实践有所裨益。 一、数控技术 谈到维修,首先必须从总体上了解我们的维修对象。 1.数控机床电气控制系统综述 一台典型的数控机床其全部的电气控制系统如图1所示。
(1)数据输入装置将指令信息和各种应用数据输入数控系统的必要装置。它可以是穿孔带阅读机(已很少使用),3.5in软盘驱动器,CNC键盘(一般输入操作),数控系统配备的硬盘及驱动装置(用于大量数据的存储保护)、磁带机(较少使用)、PC计算机等等。
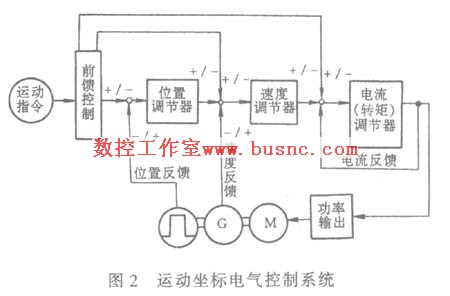
(2)速度环是控制电动机转速亦即坐标轴运行速度的电路。速度调节器是比例积分(PI)调节器,其P、I调整值完全取决于所驱动坐标轴的负载大小和机械传动系统(导轨、传动机构)的传动刚度与传动间隙等机械特性,一旦这些特性发生明显变化时,首先需要对机械传动系统进行修复工作,然后重新调整速度环PI调节器。 速度环的最佳调节是在位置环开环的条件下才能完成的,这对于水平运动的坐标轴和转动坐标轴较容易进行,而对于垂向运动坐标轴则位置开环时会自动下落而发生危险,可以采取先摘下电动机空载调整,然后再装好电动机与位置环一起调整或者直接带位置环一起调整,这时需要有一定的经验和细心。 速度环的反馈环节见前面“速度测量”一节。 (3)位置环是控制各坐标轴按指令位置精确定位的控制环节。位置环将最终影响坐标轴的位置精度及工作精度。这其中有两方面的工作: 一是位置测量元件的精度与CNC系统脉冲当量的匹配问题。测量元件单位移动距离发出的脉 冲数目经过外部倍频电路和/或CNC内部倍频系数的倍频后要与数控系统规定的分辨率相符。例如位置测量元件10脉冲/mm,数控系统分辨率即脉冲当量为0.001mm,则测量元件送出的脉冲必须经过100倍频方可匹配。 二是位置环增益系数Kv值的正确设定与调节。通常Kv值是作为机床数据设置的,数控系统中对各个坐标轴分别指定了Kv值的设置地址和数值单位。在速度环最佳化调节后Kv值的设定则成为反映机床性能好坏、影响最终精度的重要因素。Kv值是机床运动坐标自身性能优劣的直接表现而并非可以任意放大。关于Kv值的设置要注意两个问题,首先要满足下列公式: Kv=v/Δ 式中v――坐标运行速度,m/min Δ――跟踪误差,mm 注意,不同的数控系统采用的单位可能不同,设置时要注意数控系统规定的单位。例如,坐标运行速度的单位是m/min,则Kv值单位为m/(mm・min),若v的单位为mm/s,则Kv的单位应为mm/(mm・s)。 其次要满足各联动坐标轴的Kv值必须相同,以保证合成运动时的精度。通常是以Kv值最低的坐标轴为准。 位置反馈(参见上节“位置测量”)有三种情况:一种是没有位置测量元件,为位置开环控制即无位置反馈,步进电机驱动一般即为开环;一种是半闭环控制,即位置测量元件不在坐标轴最终运动部件上,也就是说还有部分传动环节在位置闭环控制之外,这种情况要求环外传动部分应有相当的传动刚度和传动精度,加入反向间隙补偿和螺距误差补偿之后,可以得到很高的位置控制精度;第三种是全闭环控制,即位置测量元件安装在坐标轴的最终运动部件上,理论上这种控制的位置精度情况最好,但是它对整个机械传动系统的要求更高而不是低,如若不然,则会严重影响两坐标的动态精度,而使得机床只能在降低速度环和位置精度的情况下工作。影响全闭环控制精度的另一个重要问题是测量元件的精确安装问题,千万不可轻视。 (4)前馈控制与反馈相反,它是将指令值取出部分预加到后面的调节电路,其主要作用是减小跟踪误差以提高动态响应特性从而提高位置控制精度。因为多数机床没有设此功能,故本文不详述,只是要注意,前馈的加入必须是在上述三个控制环均最佳调试完毕后方可进行。 |
 |