【论文摘要】利用PLC与变频技术对B2016A型龙门刨床进行自动化改造,以提高其的加工效率与精度。
一
引言
长沙某机床厂的B2016A型龙门刨床被用于加工车床导轨。该设备使用日久,出现了精度降低,调速性差,生产效率低等问题,故急需对其进行改造。考虑到原有设备与加工要求调速比达到40:1以上,可用于刨、铣削,静差度小于10%,切削力恒定、平稳、冲击小,刀具切入切出时自动减速,功耗低,安全可靠、易于维护等要求。我们决定采用变频器结合PLC的改造方法。
二
原刨床的基本情况
2.1基本结构
龙门刨床包括,床身、工作台、横梁、左右垂直刀架、左右侧刀架、进给箱、立柱、龙门顶等
2.2工作过程
龙门刨的刨削过程是工件与刨刀相对运动。因此工作台与工件必须频繁地进行往复运动,切削加工只在工作行程中,返回行程只是空转。在切削过程中没有进给运动,只有在返回行程中才有刀架的进给运动。其中,工作台与工件间的往复运动称为主运动,横梁、刀架的运动称作辅助运动。
2.3运动特点
主运动的速度图
如图1所示

其中0-t1工作台前进起动阶段
t1-t2刀具慢速切入阶段
t2-t3加速至稳定工作速度
t3-t4工作速度阶段
t4-t5减速退出工件阶段
t5-t9返回阶段
慢速切入切出,即防止崩坏工件又可以提高刀具使用寿命。高速切削、返回以提高加工效率。
2.4传动系统
国产A系列龙门刨采用G-M(发电机组电动机)调速系统交流电机拖动直流发电机再拖动直流电动机,由交磁放大机控制发电机的励磁系统,结合机械传动,达到20:1的机电联合调速系统。进刀机构采用进刀继电器控制进刀,而继电器铁心和圆盘齿因频繁运动而磨损,使精度下降。
三
变频调速
3.1变频的优越性
调速范围宽达40:1更换不同的工作组件就可使刨床用于刨、铣、磨
一机三用。为提高加工精度,工作台的速度不随切削量的变化而变化,静差度小于3%,自动调速,达到速度曲线的要求提高加工质量与效率。
3.2设备组成
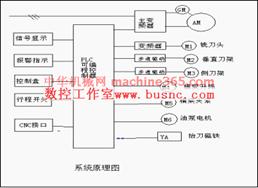
工作台的主运动只需一台45KW的异步电机经变频拖动,实现无级变速。工作台换向制动利用变频器自带的能量反馈装置,使制动速度快,能量又反馈到电网中。垂直刀架和左右测刀架采用步进电机控制,使进刀量准确,提高加工精度。另增加一个11KW的变频器控制的铣刀头,作为附加组件。
3.3组成框图
系统以PLC为控制核心,组成如图所示
四
PLC控制
控制部分采用PLC可编程控制器控制,其功能强、速度快、接点数少、可靠性高,并可通过CNC接口接入CIMS系统。
4.1控件选配
变频器采用三菱的FR-A540型通用变频器,具有矢量控制,自动保护,反馈制动等功能,PLC采用三菱FX2N,具有25点输入,16点输出。
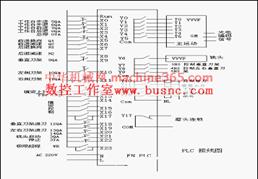
4.2控制电路
变频器的设置,将变频器设置为外部控制状态,实现远程控制,由A0,A1按编码组合为四种运行速度,以A2为点动控制。A3反转控制A4为停车。GM为光电编码器反馈输入信号。PLC的X0―X25为操作和工艺控制的输入信号端,输出端,Y0―Y5为控制主变频器
,Y6―Y15控制横梁升降,刀架进给,铣、磨头的运动。
端子功能及接线图如下:
五结束语
在整个机床的改造过程中涉及到了许多测试,调试的问题,在硬件设备安装好后有进行了许多调试工作。PLC程序的编制综合考虑了工艺与加工要求的问题,变频器参数设置也需考虑具体的加工要求。
