|
|
|
|
|
应用GSK990M实现MASTERCAM自动编程加工 | |
|
摘要:在经济型数控系统上运行CAD/ CAM 生成的数控软件要克服很多困难。本文对运用GSK990M 数控系统实现MasterCAM 自动编程加工的方法进行了初步的探索,对加工程序的适应性进行了分析。结果说明:运用GSK990M 数控系统能够实现两轴半自动编程加工。 关键词:MasterCAM;NC 程序;GSK990M;适应性 MasterCAM 是我国目前机械加工行业使用较为普遍的一种CAD/ CAM 软件,它在CAD 部分提供了多种造型功能,不仅有完备的二维、三维线框造型,而且有多种实用的曲面造型功能及扩展的标准几何图形的造型功能。在CAM 部分,MasterCAM 可对零件图形直接编制刀具路径(NCR)。此外,MasterCAM 还具有加工功能强大、广泛适应的可扩展的前后置处理能力、强大的外界接口功能、人机界面友好、易学易懂等特点。由于具有以上特点,在众多的CAD/ CAM软件中,MasterCAM 因较为适合广大中小企业而得到较广泛的应用。 GSK990M 是广州数控设备厂开发的经济型数控系统,在华南地区有众多的使用客户。本文作者在实践教学和实际工程应用中,对应用GSK990 数控系统实现MasterCAM 自动加工进行了探索,并归纳如下。
Master CAM 作为一种通用性很强的CAD/ CAM 软件,它自动生成的数控加工程序能适应很多种类的数控机床,但程序中有些独特的格式却与大多数数控系统都不直接兼容,所以一般都要对MasterCAM 生成的程序作一些局部的修改( 以上所述的格式不是指数控的指令系统,如果机床的指令系统不兼容,则首先要在中选择合适的后处理器,产生与本机兼容的数控程序)。这种修改不但对经济数控铣床是必要的,即使是在数控加工中心上也是需要的。修改的范围或内容,随着机床的不同可能会有些区别。如果使用者在MasterCAM 中已建模,并已建好刀具路径,进入操作管理,点击图中的Post 的对话框,在框中勾选Save NC file 和Edit(图1),确认后建立新的NC文件名,即自动生成MasterCAM NC 文件。要使该NC文件的格式符合GSK990M 要求,还必须经相应的处理。 就GSK990M 而言,文件的格式应该作以下几项改动。 1. 1 程序名的修改 GSK990M 数控系统规定程序的名称以“:” 打头,后面带数字来表示程序名。而MasterCAM 的程序第一行只有百分号%,没有后面的数字,这不符合该机系统的规定。所以要在第一行用“:” 符号代替原百分号%,并在后面加上一个不全为0 的四位数的数字,系统才能识别程序。 1. 2 注释语句的删除 MasterCAM 生成的程序前面有几行英语注释,它们分别是: (PROGRAM NAME) (DATE. . . TIME) (FLAT ENDMILL. . . . ) 上面三段分别是表示程序名称,程序生成的日期(年、月、日) 及时间,使用刀具的种类、刀具号、刀具直径等内容。这三段的内容与运行轨迹无关,需要删除。需要注意的是,如果程序中使用了多把刀具,每换一把刀就会出现一次有关刀具的注释,在修改程序时要全部找出来,一次性删除。 1. 3 个别不兼容指令或不起作用的指令的修改 作这项修改,要求操作者具有数控编程的基本知识,并熟悉自己使用的操作系统。根据广州GSK990M 型机床的情况,有以下几种情况可以作改动: 一 是删除或更改不兼容指令,如删除程序开头和结尾出现的代码“AO”。对深孔钻的钻孔指令程序段进行局部改写。 二 是删除一些经济型机床不具备的功能指令,比如,MasterCAM 遇到多种刀具切削时,数控加工中心具有自动换刀与刀具补偿功能,而GSK990M 数控铣床则只能采用人工换刀,因此,应删除调用刀指令(如T1M6)、刀具正向补偿(G43) 指令、取消刀度长度补偿指令(G49)。此外,由于机床不能变频调速,主轴速度功能S 也应删除。 三 是为简练程序删除一些不起作用的指令,如程序初始化时的G21、G40、G49、G80、G90 等指令(注:这些指令如果在程序中不是起初始化作用,则不能删除),因为这些指令都是系统默认状态,可以删除。
2. 1 设备功能对刀路轨迹的限制 GSK990M 属经济型数控铣床,它不具备三轴联动的功能。因此,在对两维和三维图形编制刀路时,应考虑以下的功能限制。 2. 1. 1 下刀方式 在型腔加工中,为有效保证切入的顺利进行,MasterCAM 一般采用螺旋进刀。这种进刀方式从工件上面开始,螺旋向下切入。由于采用的连续加工的方式,可以比较容易保证加工精度。而且,由于没有速度突变,可以用较高的速度进行加工。但是,由于GSK990M 不具备三轴联动的功能,所以不能采取螺旋进刀方式,一般用以下进刀方式代替: 一 是垂直进刀。这种导入方式首先需要用钻头在工件上钻一个孔,然后再垂直进刀。垂直导入方式直接明了,不需要太多的计算。先在工件上钻一个孔可以避免产生极大的冲击力。但这种导入方式不容易排屑。 二 是斜线进刀。这种方式是令刀具与工件保持一定斜角进刀,直接铣削到一定的深度,然后在平面内进行来回铣削。因为采取侧刃加工,加工时需要设定刀具切入加工面的角度。 三 是折线进刀。这种方式是刀具以折线下降的方式进刀,到达一定深度后,水平铣削平面。折线进刀是斜线进刀的改进方式。 2. 1. 2 某些三维图形的刀路 在MasterCAM 的三维曲面加工刀路中,有七种曲面粗加工方式和十种精加工方式。在这些刀路中,有相当部分涉及到三轴联动,由于机床运动功能的限制,这些刀路有的不能在GSK990M 机床上运行( 如Radial 放射式),有的需要对刀路的参数作特殊的限制才能运行(如平行式Surface Rough Parallel)。根据笔者对部分典型零件的加工体会,比较适合的刀路有粗加工的等高外形式( Surface Rough Contour) 和挖槽式(Surface Rough Pocket)以及精加工的等高外形式( Surface Finish Contour)。因此在GSK990M 机床上加工三维曲面受到一定的限制。 2. 2 坐标系的使用 MasterCAMNC 程序采用G54 作为工件坐标系。在GSK990M 系统中,有两类建立坐标系的方法,一是将原MasterCAM 的G54 坐标系改为G92 坐标系,它通过设置坐标原点( 程序原点) 到刀具起点的有向距离来实现坐标系的建立。建立坐标系后,还需增加刀具移动的指令。G92 坐标系适合单件零件的加工。 另外一个是直接采用MasterCAM 的G54 坐标系,可通过输入某工件的坐标系原点的机床坐标值而设置出G54 坐标。G54 坐标系适合批量生产,在很多中小企业中得到广泛采用。
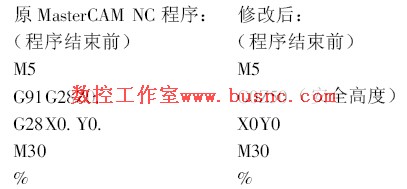
在批量生产时,为提高加工效率,加工完后可直接提刀,不回机械原点。这时可对NC 程序作以下修
在GSK990M 应用MasterCAM 进行自动编程加工尽管在某些功能上受到一定的限制,作为一种经济型数控铣床,由于其具有极好的可靠性和易操作性,能胜任各种高精度切削,因此得到较广泛应用,经济效益明显. |
 |