|
|
|
|
|
数控技术与编程三及答案 |
|
一、填空题 1、数控车床按加工零件的基本类型可分为 和 。 2、数控车床刀架的位置有 和 两种。 3、数控系统提供的螺纹加工指令有: 和 。 4、G00指令是 代码,其含义是 ,G01指令是 代码,其含义是 。 5、数控车床编程时按坐标值的不同可分为 编程和 编程两种。 6、数控车床的刀具补偿功能主要分为 和 两种。 7、数控车床为了简化编程,数控系统常采用 功能,来缩短程序长度和减少程序所在内存。 8、数控车床的固定循环指令一般分为 和 指令。 9、在指令G00指令的格式的格式中,X表示的是 ,U表示的是 。 10、如图所示,刀具从A点快进到B点,则从 A-B使用绝对编程方式: A-B使用增量编程方式:
11、在指令G71 P(ns)Q(nf)U(△u)W(△w)D(△d)F S T 中,ns表示 ,nf表示 ,△u表示 ,△w表示 ,△d表示 。 12、外圆切削循环G90指令的格式是 ,其中X、Z表示 ,U、W表示 。 二、判断题 1、G00快速点定位指令控制刀具沿直线快速移动到目标位置。( ) 2、FANUC固定循环功能中的K指重复加工次数,一般在增量方式下使用。 ( ) 3、圆弧插补中,当用I、J、K来指定圆弧圆心时,I、J、K的计算取决于数据输入方式是绝对还是增量方式。 ( ) 4、刀具半径补偿的建立和撤消要和移动类指令配合使用,如G00、G01、G02、 G03等。 ( ) 5、螺纹加工指令G32加工螺纹,螺纹两端要设置进刀段与退刀段。( ) 6、数控车床编程有绝对值和增量值编程,使用时不能将它们放在同一程序段中。 ( ) 7、G00、G01指令都能使机床坐标轴准确到位,因此它们都是插补指令。( ) 8、圆弧插补用半径编程时,当圆弧所对应的圆心角大于180º时半径取负值。 ( ) 9、车削中心必须配备动力刀架。 ( ) 10、对于圆弧加工G02、G03指令中R值,有正负之分。 ( ) 11、G96S100表示切削速度是100m/min。 ( ) 12、在FANUC系统中,G50指令可用作坐标系设定。 ( ) 13、刀补程序段内必须有GOO与G01功能才能有效。 ( ) 14、加工中心上指令G54~G57都可用作工作坐标系的设定。 ( ) 15、FANUC有些系统中,程序“G01Z-20.0R4.0F0.4”是一正确的程序段。 ( ) 16、加工左旋螺纹,车床主轴必须反转,用M04指令。 ( ) 17、在刀尖圆弧补偿中,各种不同的刀尖有不同的刀尖位置序号。( ) 18、CNC系统一般都具有绝对编程方式(G90)和增量编程方式(G91)两种。 ( ) 19、外圆粗车循环方式适合于加工棒料毛坯除去较大余量的切削。( ) 20、刀具补偿功能包括刀补的建立、刀补的执行和刀补的取消三个阶段。( ) 21、外圆粗车循环方式适合于加工已基本铸造或锻造成型的工件。( ) 22、固定形状粗车循环方式适合于加工已基本铸造或锻造成型的工件。( ) 三、选择题 1、数控车床中的G41/G42是对( )进行补偿。 A.刀具的几何长度 B.刀具的刀尖圆弧半径 C.刀具的半径 D.刀具的角度 2、在FANUC系统程序加工完成后,程序复位,光标能自动回到起始位置的指令是( )。 A.M00 B.M01 C.M30 D.M02 3、准备功能字G90表示( ) A 预置功能 B 固定循环 C 混合尺寸 D 增量尺寸 4、指令G02X Y R 不能用于( )加工。 A 1/4圆 B 1/2圆 C 3/4圆 D 整圆 5、下列指令中属于单一形状固定循环指令的是( ) A G92 B G71 C G70 D G73 6、下列指令中属于复合形状固定循环指令的是( ) A G92 B G71 C G90 D G32 7、数控系统中G54与下列哪一个G代码的用途相同()。 A G03 B G50 C G56 D G01 8、数控机床开机时,一般要进行回参考点操作,其目的是 ( )。 A 建立机床坐标系 B 建立工件坐标系 C 建立局部坐标系 9、车削中心与数控车床的主要区别是( )。 A 刀库的刀具数多少 B 有动力刀具和C轴 C 机床精度的高低 10、数控机床加工轮廓时,一般最好沿着轮廓 ( )进刀。 A 法向 B切向 C 450方向 D 任意方向 11、主轴表面恒线速度控制指令为( )。 A G97 B G96 C G95 12、FANUC0i数控车床的平行轮廓粗车循环指令是( )。 A G70 B G71 C G72 D G73 13、FANUC 加工中心系统中,用于深孔加工的代码是 ( ) 。 A G73 B G81 C G82 D G86 14、用于反镗孔的指令是 ( ) 。 A G84 B G85 C G86 D G87 15、G71 U(△d)R(e) G71 P(ns)Q(nf)U(△u)W(△w)F(f)S(s)T(t)中的e表示 ( ) 。 A Z方向精加工余量 B 进刀量 C 退刀量 16、G73 U(△i)W(△k)R(d) G73 P(ns)Q(nf)U(△u)W(△w)D(△D)F(f)S(s)T(t)中的d表示( ) 。 A Z方向精加工余量 B 加工循环次数 C Z方向粗加工余量 四、简答题 1. 说明G00和G01的含义及其在格式上的区别。
2. 简述刀具补偿功能的作用。
3. 简述刀位点、起刀点和换刀点的区别。
4. 试述G71复合循环的使用方法和优点。
5. 说明固定形状粗车循环G73的格式及其参数的含义。
6、在数控加工中,一般固定循环由哪6个顺序动作构成?
五、编程题 1. 加工如图3-1所示零件,试使用G00、G01指令编写加工程序。
习题图3-1 2. 加工如图3-2所示零件,试使用G00、G01指令编写加工程序。
习题图3-2 3. 加工如图3-3所示零件,试使用G90指令编写加工程序。
习题图3-3
4. 加工如图3-4所示零件,试使用G90指令编写加工程序。
习题图3-4
5、 加工如图3-1所示零件,试使用G71指令编写加工程序。
1、 加工如图3-2所示零件,试使用G71指令编写加工程序。
2、 加工如图3-1所示零件,试使用G73指令编写加工程序。
3、 加工如图3-2所示零件,试使用G73指令编写加工程序。
4、 如图3-5所示,工艺设计规定:粗车时进刀深度为1mm,进给速度100mm/min,主轴转速500r/min,精加工余量为0.1mm(x向),0.2mm(z向),运用端面粗加工循环指令编程。
习题图3-5
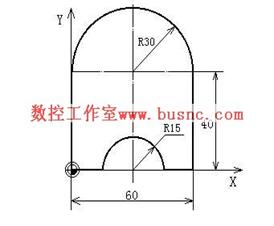
10、如图所示,用立铣刀加工零件外轮廓,工件厚度为15mm,试用增量方式编程精加工程序。
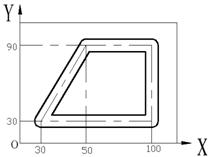
11、如图所示,用f10刀具铣图中的槽,刀心轨迹为点划线,槽深2mm,槽宽10 mm,试用增量方式编程。
|
 |