|
|
|
|
|
|
|
|
|
加工中心编程试题 |
|
|
1.加工中心是一种带 和 的数控机床。 2.MC机床上的刀具预调是指_____________,一般通过__________预调。 3.高速切削时应使用 类刀柄。 4.在加工中心加工时,零件的定位仍应遵循 。 5.FANUC系统中,程序段G17G16G90X100.0Y30.0中,X指令是 。 6.加工中心中,编程原点与零件定位基准可以不重合,但两者之间必须有 。 7. 宏程序指令 可进行变量的运算。 8. 加工中心通常采用 实现对刀。 9. 是加工中心SIEMENS系统钻削循环的调用格式。 10.适合箱体类零件加工的加工中心是 。 二、判断题 1.( ) 固定循环功能中的K指重复加工次数,一般在增量方式下使用。 2.( ) 固定循环只能由G80撤消。 3.( ) 加工中心与数控铣床相比具有高精度的特点。 4.( ) 一般规定加工中心的宏编程采用A类宏指令,数控铣床宏编程采用B类宏指令。 5.( ) 立式加工中心与卧式加工中心相比,加工范围较宽。 6.( ) C73、C83为攻丝循环指令。 7.( ) 宏程序指令G65可进行变量的运算。 8.( ) DNC方式是指用CAM软件进行零件加工的方式。 9.( ) FANUC系统中,G33螺纹加工指令中F值是每分钟进给指令。 10.( ) 铣螺纹前的底孔直径必须大于螺纹标准中规定的螺纹小径。 11.( ) 宏程序的特点是可以使用变量,变量之间不能进行运算。 12.( ) 在轮廓铣削加工中,若采用刀具半径补偿指令编程,刀补的建立与取消应在轮廓上进行,这样的程序才能保证零件的加工精度。 13.( ) 数控回转工作台不是机床的一个旋转坐标轴,不能与其它坐标轴联动。 14.( ) 加工中心是一种带有刀库和自动刀具交换装置的数控机床。 15.( ) 数控加工中,最好是同一基准引注尺寸或直接给出主标尺寸。 三、选择题 1.加工中心刀具与数控铣床刀具的区别在________。 A、刀柄; B、刀具材料; C、刀具角度; D、拉钉。 2.加工中心编程与数控铣床编程的主要区别是________。 A、指令格式; B、换刀程序; C、宏程序; D、指令功能。
3.按照机床运动的控制轨迹分类,加工中心属于
。
4.高速切削时应使用
类刀柄。
5.在数控铣床的
内设有自动松拉刀装置,能在短时间内完成装刀、卸刀,使换刀较方便。
6.FANUC系统中,程序段G51X0Y0P1000中,P指令是
。 7.下列字符中,_______不适合用于B类宏程序中文字变量。 A、 F; B、 G; C、 J; D、 Q。 8. Z轴方向尺寸相对较小的零件加工,最适合用 。 A、立式加工中心; B、卧式加工中心; C、卧式数控铣床; D、车削加工中心。 9.G65 P9201 属于_____ 宏程序。 A、A类; B、B类; C、SIMENS; D、FAGOR。 10.数控机床使用的刀具必须具有较高的强度和耐用度,铣削刀具中,最能体现这两种特性的刀具材料是 。 A、硬质合金 B、高速钢 C、工具钢 D、陶瓷刀片 11.铣床CNC中,R基准面是指_________。 A、 XY平面 B、YZ平面 C、工件的表面 D、离开工件一定距离的XY平面 12.镗削精度高的孔时,粗镗后,在工件上的切削热达到 后再进行精镗。 A、热平衡 B、热变形 C、热膨胀 D、热伸长 13.刀具的选择主要取决于工件的结构、工件的材料、工序的加工方法和 。 A、设备 B、加工余量 C、加工精度 D、工件被加工表面的粗糙度 14.刀具半径补偿指令在返回零点状态是 。 A、模态保持 B、暂时抹消 C、抹消 D、初始状态 15.高速切削时应使用 类刀柄。 A、BT40 B、CAT40 C、JT40 D、HSK63A 四、简答题 1.加工中心可分为哪几类?其主要特点有哪些? 2.加工中心与数控铣床的主要区别在哪里?生产中如何充分发挥加工中心的优势? 3.立式加工中心适合加工什么样的零件? 4.加工中心刀库的容量和换刀的方式对加工有什么影响? 5.加工中心所用夹具有哪些?如何选用? 6.试总结加工中心刀具的选用方法。 7.加工中心的编程与数控铣床的编程主要有何区别? 8.孔加工除了用固定循环简化程序编制以外,还可以采用什么方法? 9.B类宏程序中,为何英文字母G、L、N、O、P一般不作为文字变量名? 10.B类宏程序中,有哪些变量类型,其含义如何?
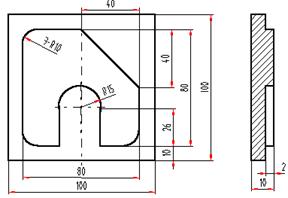
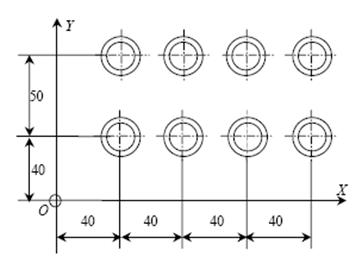
11.编程练习。
图1 图2
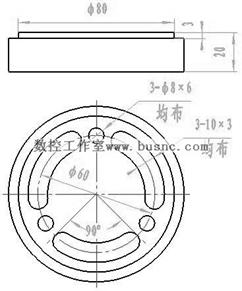
图3 图4 12.试编写图5所示零件的加工程序(须加工φ80外轮廓、3-φ8×6孔、3-10×3槽)。毛坯尺寸为:φ90×20。要求: 1)写出该零件的加工工艺并选择刀具; 2)编写该零件在立式加工中心上的加工程序; 3)坐标系及切削用量自定。
图5 图6
13.在图6示的零件图样中,材料为45#,技术要求见图。试完成以下工作: 1) 分析零件加工要求及工装要求; 2) 编制工艺卡片; 3) 编制刀具卡片; 4) 编制加工程序,并请提供尽可能多的程序方案。 14.使用FANUC系统指令编制题图7所示的螺纹加工程序:设刀具起点距工件表mm。面100mm处,切削深度为10。
图7 |
|
|
 |