|
|
|
|
数控技术考试试卷(附答案) |
|
|
一、填空题(每空1分,共22分) 1、按控制运动的方式分类,数控机床可分为点位控制数控机床、 (1) 和(2) 等三种。 2、卡盘式数控车床适合车削(3) ,而顶尖式数控车床适合车削(4) 。 3、当数控装置的程序存储空间较小时,为实现程序的连续执行与加工,常采用 (5) 或(6) 程序输入方式。 4、数控加工时对刀点设置的原则为:便于数值计算和简化程序编制、(7) 、(8) 。 5、在MC加工时,常用的高性能刀具材料有硬质合金刀具(涂层)、(9) 和(10) 等。 6、与数控电火花成形加工相比较,数控电火花线切割加工改善的主要两个方面为(11) 和(12) 。 7、衡量数控机床可靠性的指标有(13) 和(14) 。 8、数控机床的维修包含(15) 和(16) 两方面内容。 9、数控机床的安装调试工作有(17) 、(18) 和 (19)等。 10、数控程序的代码标准常用的有(20) 和(21) 两种,其中应用广泛的为(22) 代码标准。 二、选择题:下列各题的选项中有一个或多个是正确的,请将其代号填入括号中。(每题2分,共16分) 1、在数控加工工序卡中,应包括( )等内容。 A.编程原点与对刀点 B.编程简要说明 C.工艺过程安排 D.数控切削用量 2、数控车削螺纹时,为保证车出合格的螺纹,应( )。 A.增加刀具引入距离 B.不需要刀具引入/引出距离 C.增加螺纹长度 D.增加刀具引出距离 3、当用于数控机床的调试及对刀时,其工作方式为( )。 A.单段 B.手动 C.步进 D.手动攻丝 4、对于高度较大且加工表面较多的箱体类零件,一般选用( )。 A.立式MC B.卧式MC C.普通数控铣床 5、对于中大型加工中心,其换刀方式一般采用( )。 A.机械手换刀 B.刀库换刀 6、对于卧式加工中心的换刀点,一般规定在机床的( )。 A.Y轴零点处 B.Z轴零点处 C.X轴零点处 7、在数控电火花线切割加工的工件装夹时,为使其通用性强、装夹方便,应选用的装夹方式为( )。 A.两端支撑装夹 B.桥式支撑装夹 C.板式支撑装夹 8、数控机床的主参数为( )。 A.坐标轴数及工作行程 B.切削用量 C.机床精度 三、判断题:在下列各题的括号内,正确的打“√”,错误的打“×”(每题1分,共10分) 1、数控加工的工序设计应采用集中原则。( ) 2、与普通车床相比较,数控车床的传动链短、床头箱的结构要复杂一些。( ) 3、数控机床的坐标联动数越多,对工件的装夹要求就越高,加工工艺范围越大。( ) 4、曲面的粗、精加工要用球头铣刀。( ) 5、在大部分数控系统中,四、五坐标联动加工的刀具半径补偿和刀具长度补偿功能无效。( ) 6、为减少换刀次数,减少空行程及不必要的定位误差,在MC加工时,其加工顺序应选择区域方式,即用一把刀具加工完所有相同区域后再换刀。( ) 7、数控电火花成形精加工时所用工作液,宜选用水基工作液。( ) 8、数控电火花线切割一块毛坯上的多个零件或加工大型工件时,应沿加工轨迹设置一个穿丝孔。( ) 9、根据数控机床参数进行故障诊断时,修改后的机床参数需存于存储器中。( ) 10、数控机床的定位精度高,其切削精度就一定高。( ) 四、简答题(共26分) 1、加工中心加工时的定位基准选择有哪些原则?与一般数控铣削编程相比较,MC程序编制安排与调试有哪些不同?(12分)
2、简述数控电火花成形加工的原理,说明影响其加工精度的主要因素?(8分)
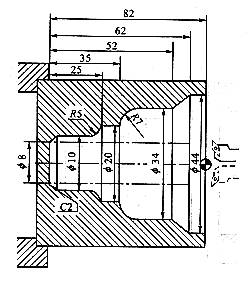
3、数控机床的故障诊断一般按哪些步骤进行?(6分) 五、综合编程题(共26分) 1、用内径粗/精车循环指令编制下图(1)所示零件的数控加工程序。要求对刀点在(80,80)处,循环起始点在(6,5),切削深度为1.5mm(半径量),X和Z方向的精加工余量均为0.3mm,图中点划线部分为工件毛坯。(14分)
图(1)
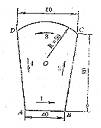
2、试用3B格式编制下图(2)所示工件外形的数控电火花线切割加工程序。图中A、B、C、D各点均为电极丝中心的位置,切割路线沿A→B→C→D→A进行,编程时需考虑切入及切出路径。
(图2)
下载答案 解压密码:www.busnc.com
|
 |