|
|
|
|
数控技术及应用期末考试试卷(附答案) |
|
|
一、填空题(每空1分,共30分) 1、数控机床按伺服系统的控制方式可分为 、 和 。 2、一般数控加工程序由程序号、 、坐标值、 、主轴速度、刀具、 等功能字组成。 3、立铣刀主要用于 的加工,而球头铣刀则主要用于加工 。 4、数控铣削加工需要增加一个回转坐标或准确分度时,可以使用配备 或使用 。 5、改变刀具半径补偿值的 可以实现同一轮廓的粗、精加工,改变刀具半径补偿值的 可以实现同一轮廓的凸模和凹模的加工。 6、电火花加工一次放电后,在工件和电极表面各形成一个小凹坑,其过程可分为电离、 、热膨胀、 和消电离等几个连续阶段。 7、影响数控电火花成形加工精度的主要因素是 、 、 。 8、电火花成形加工极性的选择主要靠经验和实验确定,当采用短脉冲时,一般应选用 极性加工。 9、确定数控电火花线切割加工中电极丝相对基准面、基准线或基准孔的坐标位置的方法有:目测法、 、电阻法、 。 10、脉冲当量是指 。数控车床X轴方向上的脉冲当量为Z方向上的脉冲当量的 。 11、数控机床选用内容包括 、 、 。 12、旋转变压器和感应同步器根据励磁绕组供电方式的不同,可分为 工作方式和 工作方式。 13、常见的程序段格式有 和 两类。 14、数控电火花线切割机床U、V移动工作台,是具有 加工功能的电火花线切割机床的一个组成部分。 二、判断题(每题1分,共10分,正确打√错误打×) 1、更换电池一定要在数控系统通电的情况下进行。否则存储器中的数据就会丢失,造成数控系统的瘫痪。( ) 2、数控机床几何精度的检测验收必须在机床精调后一次完成,不允许调整一项检测一项。( ) 3、数控螺纹加工,在考虑走刀路线时,要求设定一定的引入和引出距离。( ) 4、电火花成形加工在精加工时一般选择煤油加机油作为工作液。( ) 5、当脉冲放电能量相同时,热导率愈小的金属,电蚀量会降低。 ( ) 6、基准脉冲插补法适用于闭环数控系统。( ) 7、当数控机床具有刀具半径补偿功能时,其程序编制与刀具半径补偿值无关。( ) 8、只有加工中心机床能实现自动换刀,其它数控机床都不具备这一功能。( ) 9、M03指令功能在程序段运动结束后开始。( ) 10、光栅能测量直线位移和角位移。 ( ) 三、选择题(单项选择题、每空1分,共4分) 1、用铣刀加工轮廓时,其铣刀半径应( ) A、选择尽量小一些 B、大于轮廓最小曲率半径 C、小于或等于零件凹形轮廓处的最小曲率半径 D、小于轮廓最小曲率半径 2、在数控电火花成形加工时,为获得较高的精度和较好的表面质量,在工件或电极能方便开工作液孔时,宜采用的工作液工作方式为( )。 A、抽油式 B、喷射式 C、冲油式 3、数控电火花高速走丝线切割加工时,所选用的工作液和电极丝为( ) A、纯水、钼丝 B、机油、黄铜丝 C、乳化液、钼丝 D、去离子水、黄铜丝 4、数控加工中心的主轴部件上设有准停装置,其作用是( ) A、提高加工精度 B、提高机床精度 C、保证自动换刀、提高刀具重复定位精度,满足一些特殊工艺要求 四、写出下列指令代码的功能(10分) G01 G17 G43 G90 M00 M05 M30 G02 G00 G44 G94 M01 M06 M02 G04 G41 G81 G96 M03 M08 五、简答题(各5分,共16分) 1、刀具半径补偿
2、电火花成形加工需具备哪些条件?
3、试说明基准脉冲插补法和数据采样法的特点?
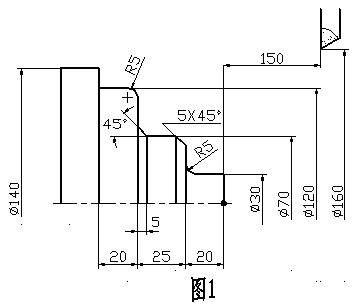
六、按FANUC-0T系统的指令,编写下图1零件数控加工程序(并注意刀具半径补偿)。(10分)
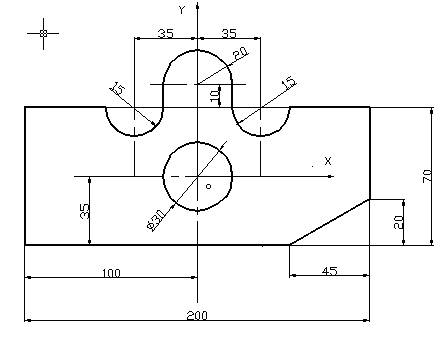
七、按华中数控铣床的指令格式,编写下图零件外形的数控加工程序(工件厚度10mm)。(10分)
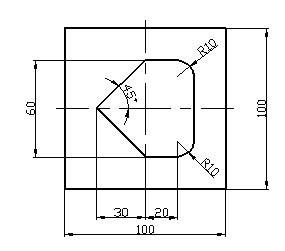
八、用3B格式按图依电极丝中心轨迹编制内型腔的数控线切割程序(毛坯尺寸为100×100mm)。(10分)
下载答案 解压密码:www.busnc.com
|
 |