|
���ؼӹ����������
һ������⣺��ÿ��1�֣�
1�����ػ������ʺϼӹ���״�ṹ
��
���������������
2�����ػ������ŷ�ϵͳ���ص��Ϊ
��
��
��
3�����ػ������Զ�����װ����Ҫ��Ϊ
��
��
��
������ʽ��
4�����ػ����������ı��ٷ�ʽ��Ҫ��
��
��
��
5���ӹ����������ͣ��ָ�������
���ܡ�
6������ϵͳͨ����������ϵͳ��
��
������λ�ÿ��ƽӿڡ�
�Լ�
�Ȳ�����ɡ�
7�����ػ�����PLC�ɷ�Ϊ�����࣬һ��Ϊ
����һ��Ϊ
��
8������ϵͳĿǰ��ʹ�õIJ���������
��
��
9�����ػ���������װ����
��
��������ɡ�
10���������Ƶ����ػ�����ͨ��ʹ��
Ϊ�ŷ�ִ�л�����
11�������綯����������Դ����
��
�����֡�
12�����Ԫ���������Ǽ��
��
��ʵ��ֵ������
��
���ͷ����źţ��Ӷ����ɱջ����ơ�
13�����ػ����Ļ�����ɰ���
��
��
��
��
�Լ��������塣
14�����ػ�������������������������˶��źţ�һ�������ʵ��
����һ���������
��
15���ӹ����ĵ�������
��������������
��
��
���������⡣
16������ϵͳ���˻��������
��
��
��
�IJ��֡�
17�����ػ���ĿǰӦ�õIJ岹�㷨��Ϊ���࣬����
��
��
18�����ػ������Զ�����װ���У����ߵĽ�����ʽһ��ɷ�Ϊ
��
�����ࡣ
19�����ػ�������PLC�Ը�����������
���ƣ�����Ϣ��Ҫ��
����
20�����ػ�����������װ�ÿɷ�Ϊ
����װ����
����װ�ã����ǽ���
�Ŀ����źţ�ʵ�ֻ����Ľ�����
����ת��
21�������綯��������·ÿ����һ��ָ�����壬�Ϳ��Ʋ����綯��ת��һ���̶��ĽǶȣ���Ϊ
������̶��ĽǶȼ���Ӧ�ڹ���̨�ƶ�һ��λ��ֵ����Ϊ
��
22���Խ����ŷ�������Ҫ����
��
��
��
23�����ػ���������ϵͳ�Ĺ����ص��Ϊ__________��__________��__________��
24�����ػ����ʺϼӹ���״�ṹ__________��__________�����������
25�����ػ����Խ����˶���Ҫ����__________��__________��__________.
26�����ؼӹ��������Ļ���ԭ����_______________��_______________.
27����ֱ�߱ƽ����������ַ���,��__________��__________��__________.
28�����ػ����ϳ����õ�ֱ�Ӳ���Ԫ����_______________,�����õļ�Ӳ���Ԫ����_____________.
29�����ػ����ܵķ�չ������______________��_______________��_______________.
30�����ػ����Թ����ӹ�������Ҫȡ����______________��_______________��_______________.
31����ϳ�ۼӹ���������ͣ��������Ҫ��____________��__________��
32���Զ�����װ�õĻ�����ʽ��Ҫ��__________��__________��TH6350��ʽ�ӹ����ĵĵ���ѡ��ʽ��__________��
33��Ϊ��֤���ػ����ܹ����㲻ͬ�Ĺ���Ҫ�����ܹ������������ٶȣ���������ϵͳ��Ҫ����___________������ʵ��__________��
34�����ػ����Ļ����ṹ������кܸߵ�__________��__________��___________��
35���ӹ����ĵ��ⳣ����������__________��__________��__________����������.
36�����ػ�����PLC����__________��__________֮�䣬���Զ��ߵ����롢����źŽ��д�����
37��
�����綯���Ľ�λ����_________���ϸ�ı�����ϵ����ת����___________�����ȣ�������תͨ������___________��ʵ�֡�
38�����س��������ͨ�����ƽ�����ʵ�֣����õķ�����__________��__________��__________��__________��
39������˿�˿���ͨ��Ԥ����
__________�����__________�����ڴ�ֱ��װʱӦ__________.
40�����س����ı����G73��ָ_______________�����ر��ʺ���______________�Ĵֳ�.
41��������ָ
_______________; �ڵ���ָ_______________.
42�����ؼ�����һ�������ڶ�__________��__________��__________��е��Ʒ�ӹ��豸���Ƽ�����
43�������豸������ϵ�涨Ϊ____________����ϵ������ֱ��������Z��ָ����_____________��X��ָ����____________��Y�����__________ȷ����
44���ֵ�ַ����θ�ʽ�У�N��ʾ__________��G��ʾ__________��M��ʾ___________��F��ʾ__________��S��ʾ__________��T��ʾ__________��
45�����س�����Ʒ���������,һ��Ϊ__________����һ��Ϊ__________��
46������ϵͳ���õ�λ�ü��װ����_____________��_____________��
47������ϵͳ����ʹ�õ��������װ��һ����__________��__________��__________��__________��__________�ȼ��֡�
�������ʽ��ͣ���ÿ��3��4�֣�
��1��
���ؼ�����
��2��
��������أ�CNC����
��3
�����ػ�����
��4��
��λֱ�߿���ϵͳ��
��5��
��������ϵͳ��
��6
�������ŷ�ϵͳ��
��7
���ջ��ŷ�ϵͳ��
��8
����ջ��ŷ�ϵͳ��
��9��
�ֹ���̣�
��10��
�Զ���̣�
��11��
�Ե��㣺
��12��
��λ�㣺
��13��
NC�����������
��14��
����ԭ�㣺
��15��
��������ϵ��
��16��
����ԭ�㣺
��17��
��������ϵ��
��18��
�������꣺
��19��
������꣺
��20��
�����
21��
�岹��
��22��
�������
��23��
ģ�黯��ƣ�
��24��
���߰뾶������
��25��
ǰ��̨�ṹ��
��26��
�жϽṹ��
��27��
�����ŷ�ϵͳ��
��28��
������
��29��
���ٷ�ΧR��
��30��
�����ŷ�ϵͳ��
��31��
ģ���ŷ�ϵͳ��
��32��
����/ģ��ʽ���Ԫ����
��33��
��ת/\ֱ���ͼ��Ԫ����
��34��
����/����ʽ���Ԫ����
��35��
�Զ����߽���װ�ã�ATC��
��36��
�����Զ�����װ�ã�AWC��
��37��
�����Զ�����װ�ã�APC��
��38��
����
������ѡ�⣺��ÿ��1��2�֣�
1���ӹ������Զ�����װ��ѡ�ߵ����ַ�ʽ�У���
����ʽ�����еĵ����ڲ�ͬ�Ĺ����в����ظ�ʹ�á�
A��˳��ѡ��
B�����߱���ѡ��
C����������ѡ��
D������ѡ��
2���й����ػ�������ϵ��˵�������У�
������ȷ�ġ�
A��������ת��˳ʱ�뷽���ǰ��������ƽ��빤���ķ���
B��Z�����������ʹ�������������ķ���
C����������ھ�ֹ�ĵ��߶��˶���ԭ��
3����ʽ�ӹ����ĵģ�
���Ǵ�ֱ���õġ�
A��X��
B��Y��
C��Z��
4��Ϊ��ʹ���ಽ���綯�������ȶ������ȸߣ�һ����õ�ͨ�緽ʽΪ��
����
A��������Ŀ���
B������˫���Ŀ���
C���������Ŀ���
5���������Ƶ����ػ�����ͨ��ʹ�ã�
��Ϊ�ŷ�ִ�л�����
A������ͬ���綯��
B�����ʲ����綯��
C����������Ӧ�綯��
6���ӹ������Զ�����װ��ѡ�ߵ����ַ�ʽ�У���
����ʽ���ߵĵ������õ��DZ��뵶����
A��˳��ѡ��
B�����߱���ѡ��
C����������ѡ��
D������ѡ��
7��������������ŷ�ϵͳ���õ��ǣ�
����
A�����ʲ����綯��
B����������Ӧ�綯��
C������ͬ���綯��
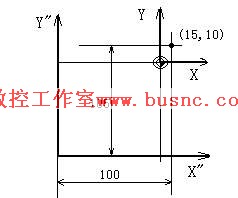
8����ʽ�ӹ����ľ����У���������ϵXY��ͼ��������XY����ϵ������Ϊ
(15��10)��������������ϵX��Y"��ͼʾ��Ӧʹ��ָ��
( )��
A��
G92 X15 Y10
B��
G92 X100 Y90
C��G92
X85 Y80
D��G92
X-85 Y-80
9�������ಽ���綯��������������ʱ�����Ϊ1.5����������������ʱ�����Ϊ��
����
A��0.75
B��1.5
C��3
10������ʽ�ӹ������ϼӹ�һ����������ͼʾ����ȷ��ָ���ǣ�
����
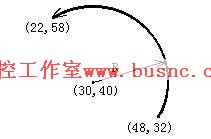
A��G90
G03 X22 Y58 I8 J-18 F100
B��G90
G03 X22 Y58 I-18 J8 F100
C��G90
G03 X22 Y58 I30 J40 F100
D��G90
G03 X22 Y58 I18 J��8
F100
11���������س���ʹ�õ�ַ���Ŀɱ����θ�ʽ�У�д��������ǣ���
����
A��G01
X120 W80 F0.15 S500 M08
B��G90
G00 U20 Z-30 R40 M08
C��G02
X60 Z-80 P70 Q-60 H0 F0.2
D��G01
X100 Z-50 A-30 F0.1
12���й����ػ�������ϵ��˵�������У��������Ǵ���ġ�
�� A��������Ծ�ֹ�Ĺ������˶���ԭ��
B����������ϵ��һ������ֱ�ǵѿ�������ϵ��
C��������ת��˳ʱ�뷽���ǰ��������ƽ��빤���ķ���
D��Z�����������ʹ����Զ�뵶�ߵķ���
13�������Ա�����ر��ʱ��һ�㳣ʹ�ã�
������ϵ��
A����������ϵ
B�������ο�����ϵ
C��ֱ������ϵ
D����������ϵ
14����ʽ�ӹ����ľ����У���������ϵXY��ͼ��������XY����ϵ������Ϊ(15��10)��������������ϵX��Y"��ͼʾ��Ӧʹ��ָ��(
)
A��
G92 X15 Y10
B��
G92 X100 Y105
C��
G92 X90 Y90
D��
G92 X-90 Y-90
15������ʽ�ӹ������ϼӹ�һ����������ͼʾ����ȷ��ָ���ǣ�
����
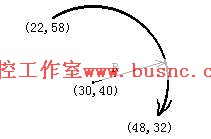
A��G90
G02 X48 Y32 I8 J-18 F100
B��G90
G02 X48 Y32 I-18 J8 F100
C��G90
G02 X48 Y32 I30 J40 F100
D��G90
G02 X48 Y32 I18 J��8 F100
16����Բ������ֱ�߱ƽ��У��ԣ�
�����ij������Ŀ���١�
A���ȼ�෨
B���Ȳ�������
C��ţ�ٲ�ֵ��
D������
�ġ�����ѡ����ÿ��1��2�֣�
��1��NC�ӹ�������NC�����Զ��ӹ�����ģ�����
�� A���������
B���洢���� C���ӹ�ָ��
��2��NC���������������ָ����
�� A���ӹ�����
B������Ķ��� C���Ŵ��ʹ���
��3�����ӹ�һ����X���30o��ֱ��������Ӧ���ãߣ����ػ�����
�� A�������
B��ֱ�߿��� C����������
��4����λ���ƻ�����ָ�ߣߵ����ػ�����
�� A�������Ƶ�������ڹ����Ķ�λ�����꣬���涨���ߵ��˶��켣��
�� B��������ÿ�������
�� C�������ظ���������˶�֮����ȷ���ĺ�����ϵ
��5����������ϵͳ���������Ӧ���ã�����
�� A�����ʲ������
B��������� C��ֱ���ŷ����
��6���ջ�����ϵͳ�ȿ�������ջ�ϵͳ������
�� A���ȶ��Ժ�
B�����ȸ� C�������ʵ�
��7���ջ�����ϵͳ��λ�÷���Ԫ��Ӧ������
�� A��װ�ڵ������
B��װ��ִ�в�����
C��װ�ڴ���˿����
��8��CNCϵͳ��ָ�ߣ�ϵͳ��
�� A������Ӧ����
B��ֱ�����ֿ���
C�����������
��9�������ϵ�һ̨NCϳ���ǣߣ������������Ƴɹ���
�� A��1948
B��1952 C��1958
��10���������ջ��Ͱ�ջ��ǰ��ߣߵIJ�ͬ����ġ�
�� A�������ļӹ�����
B�������ŷ�ϵͳ����
�� C��NCװ�õĹ��ɷ�ʽ
��11����λ��ֱ�ߺ���������NC�����ǰ��ߣߵIJ�ͬ����ġ�
�� A������
B���ŷ�ϵͳ����
C��װ�õĹ��ɷ�ʽ
��12�������Ӧ����ͨ�����ãߣ���Ϊ���ۺ�����
�� A������������
B����������ɱ�
C�����������
��13�����ػ����������ڣߣ�����ļӹ���
�� A������
B���������� C��������
��14����������������е������Ǽ��飨����
�� A�����ͼֽ��Ƶ���ȷ��
�� B��������շ�������ȷ��
�� C���������ƽ��ʵ���ȷ�ԣ������ۺϼ�������ļӹ�����
��15����λ���ǣ�
���ϵĵ㡣
�� A������
B������ C���о�
��16����
������һ����һ���������ָ�����㱣�ֵ������ij�����г���ͬ�����һ�����ʧЧ��
�� A��ģ̬
B����Ч C����ģ̬
��17��ֻ�ڱ����������Ч�Ĵ����Ϊ������
�� A��G����
B��ģ̬���� C������Ч����
��18������ʹ����ֹͣ���У������ڰ�����Ӧ���������ɼ������к�������Ĺ���Mָ���У�
����
�� A��M00
B��M01 C��M02
��19����ISO���У�Gָ���Mָ���������У�����
�� A��99��
B��100��
C��������
��20������ֱ��ָ������ʾ�����ٶ�ʱ��F�����������ֵĵ�λ�ǣ�����
�� A��m/min
B��mm/min
C��r/min
��21������ת��ָ��S������ֵĵ�λΪ������
�� A��r/s
B��mm/min
C��r/min
��22����ISO���У������������������ָ������
�� A�������˶��ķ���
B����������빤�����˶�����
�� C����������ڵ��ߵ��˶�����
��23��ISO���涨��Z
����������
�� A��ƽ�����������ߵ�����
�� B��ƽ���빲��װ����ķ���
�� C�����쳧�涨�ķ���
��24��Z
�������������ָ������
�� A��ʹ�����ߴ�����ķ���
B������Զ�빤���ķ���
C���������������ķ���
��25��������˶��Ĺ�ϵ�������˶����������뵶���˶���������Ĺ�ϵΪ������
�� A����ͬ
B���෴ C������
��26����ȷ��һ��NC����������ϵʱ��X��Y��Z�����ȷ��˳��Ϊ������
�� A��X��Y��Z
B��Y��Z��X
C��Z��X��Y
��27�����������ָ����ε��յ�����������ڣ�
�������ġ�
�� A���������
B������ԭ�� C������ԭ��
��28�����嵱���Ƕ���ÿһ�������źţ�����
�� A������˿��ת���ĽǶ�
B�����������ת�ĽǶ�
C�������˶�������λ����
��29�������Ա�ڱ��ʱ��ʹ�õ�����ϵ�ǣ�����
�� A����������ϵ
B����������ϵ C����������ϵ
��30��������G90��ʾ�Ĺ����ǣ�����
�� A��Ԥ�üĴ�
B���������� C���������
��31��G92ָ��Ĺ����ǣ�����
�� A����¼�����趨ֵ
B����ʾ��������
C��ʹ���������������˶�
��32�����ٶ�λָ��G00���ƶ��ٶ��ɣ�����
�� A��Fָ��ָ��
B����ϵͳ������ٶ�ȷ��
C���û�ָ��
��33��G00��ָ������˶�ʱ������
�� A�������ӹ�
B���������ӹ� C�����û����ȹ涨
��34��G00ָ��ʵ�ֵ��ǣ�����
�� A����λ���ƹ���
B��ֱ�߿��ƹ���
C���������ƹ���
��35��G01ָ���ڿ������ػ����˶�ʱ�����˶��ٶ��ɣ�����
�� A��Fָ��ָ��
B��Sָ��ָ��
C��NCϵͳԤ���趨�IJ���ȷ��
��36�������ػ����ڽ���2�ᣨ��3�ᣩֱ�߲岹ʱ��Fָ����ָ�����ٶ��ǣ�����
�� A����������Ľ����ٶ�
B��2�ᣨ��3�ᣩ�ϳɽ����ٶ�
C��λ�����ϴ������Ľ����ٶ�
��37��G41��G42ָ���ǵ��߰뾶����ָ��书����ʹ������
�� A�����������ڹ��������ķ���ƫ��һ���뾶ֵ
�� B�����������ڹ������������з���ƫ��һ���뾶ֵ
�� C�������ع��������ļӹ�����ƫ��һ���뾶ֵ
��38�����߳��Ȳ���ָ��Ĺ�����ʹ������
�� A�����������ڹ��������ķ���һ������ֵ
�� B�����������ڹ������������з���һ������ֵ
�� C�������ؽ�������һ������ֵ
��39���Զ������ָ������
�� A�������ͼ���������ƽ��ʵ�ȫ���̾��ɼ�������
�� B����Ҫ�˹����������Ա�дԴ�������Ĺ������ɼ�������
�� C�����������Ե�Դ����Ϊ���룬G�������Ϊ����Ĺ���
��40��NC����������ӹ��������ڲ��õĸ�ʽ�ǣ�����
�� A����ַ���ɱ����θ�ʽ
B���ָ����̶�˳���ʽ
C����--��ַ����θ�ʽ
��41���������ֶ���ȷ��NC����������ʱ������ָ��ʳָ�Լ���Ĵָ��ָ�ķ���ֱ��ǣ�����
�� A��X��Y��Z
B��Y��Z��X
C��Z��Y��X
��42������ϵͳ�����Ǹ��ݣ�
����д�ij���
�� A�����ӹ��������״�����û�
�� B��NC�����ļӹ�Ҫ�����û�
�� C��NC�����Ĺ���������ϵͳ������
��43����ν�岹���Ǹ����������ͺ��ٶȵ�Ҫ������
�� A��ʵʱ���������ÿ���岹�����ڵ�λ����
�� B�����������һ�岹���ڵ�λ����
�� C��ʵʱ���㵶������빤���ĺϳɽ����ٶ�
��44�����ȽϷ����ã�
�����ƽ����ߵġ�
�� A������
B��ֱ�� C��Բ����ֱ��
��45�����ȽϷ��ƽ�ֱ��Բ��ʱ����ƽ�������
�� A��������һ�����嵱��
B��������ٶȺͲ岹�����йء�C���������ٶ��й�
��46���ڲ���ʱ��ָ���в岹ʱ���������ٶ�ΪF
(mm/min)������t
(ms)�ڵĺϳɽ�����
��������f(��m)���ڣ�����
�� A��Ft
B��F/t C��F-t
��47���ڲ���ʱ��ָ����ֱ�߲岹ʱ�����岹ֱ����+X�ļнǦ�=60�㣬��Ӧѡ��
����Ϊ
�����������ᡣ
�� A��X
B��Y C��X��Y
��48���ڲ���ʱ��ָ����ֱ�߲岹ʱ��ѡ����Ϊ�ȼ���岹���������ᣬ��Ŀ����Ϊ�ˣ�����
�� A������
B�����ټ������
C������岹������Ҫ��
��49����ʱ��ָ����Բ���岹ʱ���������ٶ�һ��ʱ���ӹ��뾶Խ����ƽ�������
�� A��Խ��
B��ԽС C������
��50����ʱ��ָ����Բ���岹ʱ�����ڲ����˽��Ƽ��㣬cos��ֵ��Ȼ����ƫ����ƫ��
����������Բ���岹���������ȣ��������Ͻ���������
�� A��������Ӱ��
B�������ܴ��Ӱ��
C����Ӱ�죬��Ӱ�첻��
��51��ʱ��ָ���ã������ƽ�Բ���ġ�
�� A������
B���� C������
��52��ʱ��ָ�IJ岹�ٶ���ӹ������ٶȣ�����
�� A����ֱ�ӹ�ϵ
B�������� C���ɷ���
��53������ϳ���ڼӹ����̣�NCϵͳ�����Ƶ����ǣ�����
�� A����������Ĺ켣
B���������ĵĹ켣��C�������˶��Ĺ켣
��54���ڲ��õ��߰뾶�������ܼӹ��������������Ӧ���ã�����
�� A����
B���ҵ��� C�������ߵ�����ȷ����������
��55������һ����ƺ������������õĴ�λ�ñջ�ϵͳ�����ػ������ɴﵽ�ľ����ɣ���������
�� A��������е�ṹ�ľ���
B�����Ԫ���ľ���
C��������������ٶ�
��56������ʽλ�ü��װ�õ�����ź��ǣ�����
�� A��������
B�������� C����ѹ��
��57����Ӧͬ����Ϊ�������װ�á�
�� A������ʽ
B��ģ��ʽ C��ֱ��ʽ
��58����Ӧͬ���������ϵ��������������������ࣨ����
�� A���������ھ�
B�����ɸ��ھ�+1/2���ھ�
C�����ɸ��ھ�+1/4���ھ�
��59������Ӧͬ����������Ľھ�Ϊ������
�� A��1mm
B��2mm C��4mm
��60����Ӧͬ�������Լ�����ʽ����ʱ�������Һ�����������ļ��ŵ�ѹ�ص�Ϊ������
�� A����ֵ����λ��ͬƵ�ʲ�ͬ
B����ֵ��Ƶ����ͬ��λ��ͬ
��61����Ӧͬ�������Լ��ʽ����ʱ����������������ļ��ŵ�ѹ���ص�Ϊ������
�� A����ֵ��Ƶ����ͬ��λ��ͬ
B����ֵ����λ��ͬƵ�ʲ�ͬ��C��Ƶ�ʡ���λ��ͬ��ֵ��ͬ
��62��Ϊ�������źŵķ�ֵ���ڴų��װ���г������ɸ���ͷ������Ϊ1/2�ھࣩ������
��������������������ͷ��������飨����
�� A��������
B�������� C�����ಢ��
��63���ų�λ�ü��װ�õ�����ź��ǣ�����
�� A��������������ĸ�Ӧ��ѹ
B����ͷ�����������ĸ�Ӧ��ѹ��C���ų���һ��ŵ�ת��Ԫ���ĵ�ѹ
��64��Ϊ�˸��ƴųߵ�����źţ������ö��϶��ͷ���в�������ͷ��ļ�϶������
�� A��1���ھ�
B��1/2���ھ�
C��1/4���ھ�
��65���ų������õĹ�����ʽ�ڣ�����Ҳ�õ��ˡ�
�� A����ת��ѹ��
B����Ӧ��ѹ�� C�����������
��66����դ���ã�����ʹ�����ܵõ���դ�С��λ��������
�� A��Ħ�����Ƶ�����
B����Ƶ��· C���������������
��67���ڹ�դλ�ü��װ���У�Ϊ�˱��λ�Ƶķ������߾��ȣ������˱��༰ϸ�ֵ�����
������·�����ֵ�·�����ڣ�����
�� A���ų�
B����Ӧͬ���� C�����巢����
��68���ڹ�դλ�ü��װ���У���Ϣ��������ϸ�ֵ�·���������Ϣ�У�����
�� A������
B�����Dz� C�������ź�
��69��Ϊ����߹�դ����ķ��ȣ�����ָʾ��դ����ڱ�߹�դ��бһ���ǶȦȣ����ʹĦ��
���������ƵĽھ��c��դ��طŴ���
�� A����/��
B����/sin��
C����/cos��
��70�������������һ�֣�����
�� A���Ƕȼ��Ԫ��
B���������Ԫ��
C��ģ����Ԫ��
��71������ʽ��������������A��B���࣬����λ��Ϊ90o�����������ǣ�����
�� A�������
B����߿ɿ��� C������ϸ��
��72����һ�������������Ϊ2000�ߣ���ô����Z�����Ϊ������
�� A��1����/ת
B��2000����/ת
C��8000����/ת
��73����һ��16λ�ľ���ʽ��������̶��ԣ����ܲ������С��λ��Ϊ������
�� A��11.25o
B��0.196o
C��0.0055o
��74����������ص��ǣ�����
�� A��������������֮��ֻ��һλ�仯
�� B������˳�������ֵĴ�С�й�
�� C������ֱ������ʶ��
��75����ֱ���ŷ������λ�ÿ��ƽӿ��е�F/V�任������Ҫ�����ǣ�����
�� A�������ٶ�ָ��任�ɵ�ѹ����
�� B��Ƶ�����任�ɵ�ѹ��
�� C��Ƶ�����任�ɽ����ٶ�ָ��ֵ
��76�������ŷ�ϵͳ��һ�֣���ϵͳ��
�� A��λ�ÿ���
B���ٶȿ��� C��ת�ٿ���
��77���ջ��Ͱ�ջ�ϵͳ�ڽṹ�ϵ���Ҫ�����ǣ�����
�� A�����õ����������ͬ
�� B��λ�ü��Ԫ���İ�װλ�ò�ͬ
�� C���ٶȼ��Ԫ���İ�װλ�ò�ͬ
��78�������������ת�����ͨ���ı䣨�������ơ�
�� A�������Ƶ��
B��ͨ��˳�� C������ļ���
��79�������������ת�ӳݾ���������ʱ������תһ����ۼ������ݾ�������
�� A��������
B���ɷ��� C����
��80��ֱ���ŷ�����ĵ��ٷ����У�����
�� A�����ڵ����ѹU
�� B�����ڵ������I
�� C�����ڼ��Ż�·����R
��81��PWMϵͳ��ָ������
�� A���ɿع�ֱ������ϵͳ
B�������Ƶ����ϵͳ
C�������������ȵ���ϵͳ
��82�������ŷ�������ٵĻ���ԭ���ǣ������١�
�� A�����ڵ�Դ��ѹ�ķ�ֵ
B�����ڵ�Դ��ѹ����λ
C�����ڵ�Դ��ѹ��Ƶ��
��83���ڽ����������ϵͳ�У�Ϊʹ���ת��M�������ֲ��䣬�����ڵ�Դ��Ƶ�ʴ���ͬʱ��Ӧ
���������ڶ��ӵģ�����
�� A������
B����ѹ C������
��84�����������������ϵͳ�Ľ����ٶ��루���йء�
�� A��ָ������Ƶ��f
B�����嵱���� C������Ǧ�
��85��Ӱ�쿪���ŷ�ϵͳ��λ���ȵ���Ҫ�����У�����
�� A���岹���
B��������϶ C��˿���ݾ����
��86��Ӱ��ջ��ŷ�ϵͳ��λ���ȵ���Ҫ�����У�����
�� A���岹���
B�����Ԫ���ļ�⾫�ȡ�C�������������
��87�������ŷ�ϵͳ�еĸ��������ָ������
�� A��ָ���ٶ���ʵ���ٶ�����̬ʱ�IJ�ֵ
�� B��ָ��λ����ʵ��λ������̬ʱ�IJ�ֵ
�� C��ָ����ٶ���ʵ�ʼ��ٶ����ȶ�ʱ�IJ�ֵ
��88����λλ��ƫ��ֵ�����Ƶ�ִ�в�����λ���ٶȣ��������ٶ���������֮�ȣ���Ϊ
������������
�� A����ѹ���汶��
B��ϵͳ���� C����ģת����
��89���ڽ����ŷ�ϵͳ�У�ϵͳ����KsԽ������
�� A������ָ���ٶȵ�ʱ��Խ��
�� B��ϵͳ�ܵ��ij��Խ��
�� C��ϵͳ�ܵ�������ԽС
��90�������ŷ�ϵͳ������Խ������
�� A����λ���ȸ�
B���ŷ��նȸ� C������������ǿ
��91���ڽ����ŷ�ϵͳ�У�ִ�в����Ĺ���Խ������
�� A��ϵͳ��ʱ�䳣������
B������Ƶ�ʽ��͡�C��ϵͳ�������ȱ��
��92���ñջ�ϵͳX��Y���������ӹ�������ֱ���棬����������ڸ������ٶ�ϵͳ������
�����ȣ����ʱ������������
�� A������������
�� B��������״���
�� C�������ߴ����
��93���ñջ�ϵͳX��Y���������ӹ�������Բ���棬����������ڸ�������ϵͳ������
����ͬ�����ʱ������������
�� A������������
�� B��ֻ������״���
�� C��ֻ�����ߴ����
��94���ñջ�ϵͳX��Y���������ӹ�������Բ���棬����������ڸ�������ϵͳ������ȣ����ʱ������ֻ��������ô��С�óߴ����Ĵ�ʩ�ǣ�����
�� A�����ϵͳ�Ĺ���Ƶ��
�� B����������ϵͳ����
�� C����ӹ������ٶ�
��95���ӹ��ս�Ϊֱ�ǵ����ʱ������Ƿ�������ԭ���ǣ�����
�� A�������ٶȹ���
B�������� C������̫��
��96���ӹ���սǵ�ֱ�����ʱ����ϵͳ�Ǹ�����ϵͳ�����ڹսǴ���������
�� A�����빤��
B������ȥһ��СԲ��
C������һ���İ�
��97�����ػ������Ჿ����Ҫ�����Ǵ�������������
�� A���ƶ���ʵ�ֽ����˶�
�� B��ת����ʵ�������˶�
�� C��ת����ʵ�ֽ����˶�
��98����������������N
�ɣ���ȷ����
�� A����������Nc
B�����˶�����������Ч�ʦ�
C�������߹�ͬȷ��
��99�����˶��ĵ��ٷ�Χ��ָ���ת�������ת��֮������
�� A����
B���� C����
��100�����˶�ֱ������ĺ�Ť�ص������ڣ����ķ�Χ�ڡ�
�� A���ת������
B���ת������
C�����ת������
��101�����˶�ֱ������ĺ㹦�ʵ������ڣ����ķ�Χ�ڡ�
�� A���ת������
B���ת������
C�����ת������
��102�����˶��еļ���ת����ֱ������Ķת���ǣ����ġ�
�� A����ȵ�
B�����Ӧ C����
��103��Ϊ��ʵ�ֵ����������ϵ��Զ�װж�������Ჿ���ϱ����У�����
�� A�������Զ��ɼ�װ��
B������ͣװ�á�C�����߳����Զ�����װ��
��104���ӹ���������˲���7��24�������ǣ�����
�� A�����߶���
B����������λ
C����������λ
��105�����������е�Ԥ����Ҫ�����ǣ�����
�� A������������϶
B����СĦ������
C����߽Ӵ��ն�
��106�����Զ������ļӹ��������Ჿ���У����ߵ�������ͨ���ɣ����ṩ��
�� A��Һѹ��
B������ C�������
��107������ͣ��ָ������ʵ�֣�����
�� A��ȷ������λ
B��ȷ������λ��C����ȷ��ʱ�����
��108�����ػ������ƶ��������ڷ����ֵ��ʧ����������Ҫԭ���Ǵ���Ԫ���ģ�����
�� A��������϶
B���ߴ���� C�����Ա���
��109��Ϊ�˼��ٴ�����϶�Դ������ȵ�Ӱ�죬�������д�����Ӧ������ԭ����䡣
�� A���ݼ�
B������ C���ȵ�����ݼ�
��110��������϶�ڱջ�ϵͳ�жԣ�����Ӱ�졣
�� A����������
B��ϵͳ���ȶ���
C��ϵͳ�Ĺ���Ƶ��
��111��ƫ��������������ݲ��϶����Ҫ�ŵ��ǣ�����
�� A�������նȺ�
B����ʵ�ֳݲ��϶���Զ�������C�������ṹ��
��112���ݲ��϶�����ɵ��������ŵ��ǣ�����
�� A��������ݲ��϶���Զ�������B�������նȺ�
C�������ṹ��
��113��˿����ĸ���ǿɽ������Ĵ����ȡ�
�� A��ֱ���˶�ת��Ϊ��ת�˶�
�� B����ת�˶�ת��Ϊ��ת�˶�
�� C����ת�˶�ת��Ϊֱ���˶�
��114������˿����ĸ�����ŵ��У�����
�� A������Ħ����֮��С
�� B��������������
�� C������Ч�ʸ�
��115������˿����ĸ������ѭ���ṹ��ָ������ѭ�������У�����
�� A��ͨ����ĸ���ϵĹ���ʵ�ֻ����ѭ��
�� B��ͨ������ĸ���ϲ�����ʵ�ֻ����ѭ��
�� C��ʼ����˿�ܱ��ֽӴ���ѭ��
��116������˿����ĸ������ѭ���ṹ��ָ������ѭ�������У�����
�� A��ͨ����ĸ���ϵĹ���ʵ�ֻ����ѭ��
�� B��ͨ������ĸ���ϲ�����ʵ�ֻ����ѭ��
�� C��ʼ����˿�ܱ��ֽӴ���ѭ��
��117������˿����ĸ����ʹ��ʱ����Ԥ����Ŀ���ǣ�����
�� A������Ħ������
B�����������϶
C����ߴ����ն�
��118���ݲ����������˿����ĸ�ij��ֳ����ֱ�ΪZ1=99��Z2=100��
˿�ܵ���t=6mm��������
������ĸͬ��ת��һ����ʱ�����������λ��Ϊ������
�� A��0.001
B��0.0009
C��0.0006
��119������˿����ĸ�����ݾ�t��С�����ԣ�����
�� A����ߴ�������
B������������ C����ߴ���Ч��
��120������˿�ܵĹ���ֱ��D0Ӧ������
�� A��ȡС��˿�ܹ������ȵ�1/30��1/35
�� B��ȡ����˿�ܹ������ȵ�1/30��1/35
�� C������������ȷ��
��121������˿�ܸ��ڹ������������ܵ��غ���Ҫ�ǣ�����
�� A�������غ�
B�������غ� C��Ťת�غ�
��122������˿�ܸ��ڴ�ֱ������ˮƽ���õĸ��ٴ���������У����밲װ�ƶ�װ�ã�����Ϊ�ˣ�����
�� A����߶�λ����
B����ֹ����
C���������������
��123�����ػ����е���������ǣ�����
�� A��֧��
B�����ݶ��� C������
��124����������Ԥ����Ŀ���ǣ�����
�� A����ߵ����ǿ��
B����ߵ���ĽӴ��ն�
��C������ǣ����
��125��Ŀǰ������Ӧ�ý϶�ĵ������ԣ���Ϊ��������һЩ�����ɷ������ɵĸ߷��Ӹ��ϲ�
������
�ϡ�
�� A��������ϩ
B�����ķ���ϩ C�����ķ���ϩ
��126�����ϵ�������������Ħ����Ϊ������
�� A������Ħ��
B������Ħ�� C��Һ��Ħ��
��127�����ϵ������Ħ����֮һճ����������������һĦ�����ɣ�����
�� A���������ϵ���
B���������� C����Ӳ�ֵ���
��128���ֶȹ���̨��ʵ�֣����˶���
�� A���ֶ�
B��תλ C��Բ�ܽ���
��129�����ػ�ת����̨��ʵ�֣����˶���
�� A���ֶ�
B��תλ C��Բ�ܽ���
��130���ֶȹ���̨�Ķ�λ�����ǿ�������֤�ġ�
�� A������װ�õ��˶�����
�� B���ֶȶ�λԪ��
�� C����λ���Ԫ��
��131�����̶�λ�ķֶȹ���̨�ӿ�ʼʹ�õ�һ��ʱ���ڣ���λ�������ڶ�λʱ��Ħ�����ã���
������
��ʹ���䶨λ���ȣ�����
�� A�����
B���½� C������
��132�����ػ����Ļ�ת����ͨ�����ɣ���ʵ�ֵġ�
�� A���ֶȹ���̨
B�����ػ�ת����̨
C������İڶ�
��133�����ػ�ת����̨�Ĵ���Ԫ��������˫�����ϸˣ����ϸ˵��ص��ǣ�����
�� A���ϸ˵����Ҳ�������ݾ���
�� B���ϸ˵�����ݾࣨt�У������С
�� C���ϸ˵ijݺ������С
��134��˫�����ϸ˸�����������϶�ķ����ǣ�����
�� A����С�����ϸ˵����ľ�
�� B�����������ϸ˵����ľ�
�� C��ʹ�ϸ˲��������ƶ�
��135��˫�����ϸ˸��е����ֵĽھ���˫�����ϸ˵ģ�����ȡ�
�� A�����������ݾ�
B���Ҳ�������ݾ�
C�����Ƴݾ�
��136��˫�����ϸ���ָ������
�� A��˫ͷ�ϸ�
B�����б�ݺ�ĵ�ͷ�ϸˡ�C�����Ҳ�������ݾ��ȵ��ϸ�
��137��˫�����ϸ��������ģ�����m��ָ������
�� A�����ҳ���ģ��֮��ľ���ֵ
�� B�����ҳ���ģ��֮��
�� C�����ҳ���ģ���빫��ģ��֮��ľ���ֵ
��138��Ӳ�ʺϽ�����ٸֱȽϣ�����
�� A.
ǿ�ȸ� B�����Ժ�
C�������ٶȸ�
��139���մɵ��ߵ�ͻ���ص��ǣ�����
�� A��ǿ�ȸ�
B�����Ժ� C�����������ܺ�
��140����ת���ܻ���װ�ó������أ�����
�� A������
B��ϳ�� C���괲
��141����ת���ܵĹ���ԭ�������ڣ�������̨��
�� A���ֶ�
B�����ػ�ת C��ֱ���ƶ�
��142���Ե��߽��б����ǣ�����Ҫ��
�� A��˳��ѡ��
B������ѡ�� C������ѡ��
��143���ڵ�����ÿ�ѵ����ڲ�ͬ�Ĺ����в����ظ�ʹ�õ�ѡ����ʽ�ǣ�����
�� A��˳��ѡ��
B������ѡ�� C������ѡ��
��144���ڼӹ������У����߱���װ�ڱ��ĵ����У��������У�����
�� A��ֱ��
B��7��24��
C��Ī����
��145��Ŀǰ�����ػ������Զ�����װ���У���е�ּгֵ��ߵķ���Ӧ�������ǣ�����
�� A������г�
B������г� C��������ʽ�г�
��146���ڲ���ATC�����ؼӹ��ĸ���ʱ����Ҫ���ڣ�����
�� A��������װ������
B������װ�м�����
C������ĵ�����
147�����ϵ����Ħ��--�ٶ��������ߵ�б���ǣ�����
�� A�����
B����� C���������
�塢�ж��⣺��ÿ��2�֣�
1���������ƻ������ص���Ҫ���Ƶ����ƶ��켣���������ӹ���һ����������״����
��
2�����ػ���һ�����PLC��Ϊ��������װ�á���
��
3���ӹ����Ļ�����������ͨ���ػ����ϼ�װһ��������Զ�����װ�á���
��
4�������س����ϼӹ����ƣ������������������ת��������˶�����ϵ���á���
��
5�������ػ����ϼӹ�ƽ������ʱ�������������������ӹ�����
��
6�����ػ���������ת��ʱ���涨��Y�����ת��ΪC�ᡣ��
��
7����ת����̨��ֶȹ���̨��ͬ����ֻ����ɷֶ��˶���������ʵ��Բ�ܽ�������
��
8����λ�������ػ������ƶ��Ͷ�λ�����в��ܽ����κμӹ�����
��
9����ջ���ȫ�ջ�λ�÷���ϵͳ�ĸ����������λ�ô�������װ��λ�ò�ͬ����ջ���λ�ô�������װ�ڹ���̨�ϣ�ȫ�ջ���λ�ô�������װ�ڵ�������ϡ���
��
10�����ݲ����岹�㷨��ҪӦ���ڲ����綯�������ľ��������ػ����С���
��
11�������������ػ������ص��ǿ���ϵͳ��������װ�á���
��
12�������ͣ��ָ�������ȷ��λ�Ĺ��ܡ���
��
13�������س����ϼӹ�����ʱ������ת��������˶�����ϵ���������������ɵġ���
��
14�����ػ����Ļ�ת����̨������ɷֶ��˶���Ҳ��ʵ��Բ�ܽ�������
��
15�����ػ���������ת��ʱ����ת��ΪA��ָ��Z����ת���ᡣ��
��
16�������ػ�������У�Ϊ�˱�̷��㣬һ�ɹ涨���߹̶��������ƶ�����
��
17�����ػ����ĵ��߰뾶����������ָ�������ӹ�ʱ�������й켣��������ڱ�̹켣ƫ��һ���뾶ֵ����
��
18�������λ�÷�����Ҫ���������������ܡ�����ͣ�Լ�����ת�ټ�صȡ���
��
19����ջ���ȫ�ջ�λ�÷���ϵͳ�ĸ����������λ�ô�������װ��λ�ò�ͬ����ջ���λ�ô�������װ�ڹ���̨�ϣ�ȫ�ջ���λ�ô�������װ�ڵ�������ϡ���
��
20�����Ԫ���������Ǽ��λ�ƺ��ٶȵ�ʵ��ֵ����������װ�û��ŷ�װ�÷��ͷ����źţ��Ӷ����ɱջ����ơ���
��
��������⣺��ÿ��4��6�֣�
��1��NC�������Ķ�������ɣ����ÿ�ͼ
��ʾ������֮��Ĺ�ϵ�������������ֵĻ������ܡ�
��2���Դӿ��ƾ��ȡ�ϵͳ�ȶ��Լ������������棬�ȽϿ������ջ�����ջ�ϵͳ�����ӣ�
��3��NC����������ϵͳ���ص�(�ӹ�����)��Ϊ���࣬���Ǹ�����ʲô���ϣ�
��4��NC���������ڼӹ���Щ�������������������Щ���͵������Ϊʲô��
��5������������ʶʵϰ���Լ�ƽʱ���������ţ�̸̸NC�����ڹ����е����ã��ҹ�NC����
����
ʹ�õ���״���Լ������״�ĸ��롣
��6��NC��������ӹ�����ı��Ʒ����м��֣��Լ���ÿ�ַ������ص㡣
��7��������С�趨��λ�������Ӧ��
��8���Խ�������ָ������壺
��������G00��G01��G02��G03��G41��G42��G42��G04��G90��G91��G92��G17��G18��G19
��9��Բ���岹����е�I��J��K���ļ��ֱ�ʾ������
��10����˵����������ϵ�빤������ϵ���ԵĹ��á����ǵ����ϵ�����ȷ�����ǵ����ϵ
��11��ISO�������ػ�������ϵ����ι涨�ģ��밴ISO��ȷ�NC��������ϳ��(��ʽ)������ϵͳ��˵�����������˶������ȷ��ԭ��(��˵����ȷ�������ǵ����ǹ������˶�����)
��12��������ӹ������У��ķ�������Щ�����������е�������ʲô��
��13�����ÿ�ͼ˵��CNCϵͳ�����ԭ�������������ֵ����á�
��14����CNCװ���к�CPU�Ķ����Լ�CPU������������CNCװ�÷�Ϊ���ࣿ�Լ���ÿһ��������
��15��CNCװ�õ�ϵͳ������DOS����к��ص㣬��ϵͳ�в�������Щ����������������Ҫ��
��16��Ŀǰ��CNCװ�õ�ϵͳ�����Ľṹģʽ�м��֣�ÿһ���к��ص㼰Ӧ�÷�Χ��
��17�����ػ����ڼӹ��У��ܷ���Ƶ����ϸ�����������˶���Ϊʲô��
��18���Լ���ʱ��ָ�Ļ�������ԭ����
��19���ڲ���ʱ��ָ����ֱ�߲岹ʱ���ɲ��������㷨������
��20���Դ��㷨�ȶ��ԣ���Ҫ�������������ۻ����ĽǶȷ������������㷨��
��21���ڲ���ʱ��ָ����Բ���岹ʱ��������������Ƽ���ķ���������������Щ���Ƽ��㣬��Բ���IJ岹���Ⱥͺϳ��ٶȵľ�������Ӱ�죬Ϊʲô��
��22����ν���߰뾶�������ܣ����ڼӹ�����е���Ҫ��;����Щ��
��23�����߰뾶�������õķ����м��֣����к���ȱ�㣿
��24��
�����ŷ�ϵͳ��NC��������Ҫ������ʲô������Ҫ���ļ�������ɣ����ÿ�ͼ��ʾ��
������
���֣�����Ҫ���ܸ����ֵĹ��ܡ�
��25��
�Է�����������ջ���λ����������Ҫԭ�����������Ƕ�λ���ȵĴ�ʩ��
��26��
λ�ü��װ����NC�����е�������ʲô��
��27��
��Ӧͬ����������������������ķ�����У����Ǹ�����һ�ࣿ
��28��
�Լ�����Ӧͬ����λ�ü��ԭ����
��29��
����������������Ϣ�м��࣬���Ǹ��Ե�������ʲô��
��30��
��Ӧͬ�������ࡢ�����ļ��ŵ�ѹ�к��ص㣬���ǵ���Щ�����Բ���������Ӱ�죬Ϊʲ
������
ô��
��31��
��������������ķֱ�������ʲô�����ģ�
��32��
��������ŷ�ϵͳ������������м��֣��Լ���ÿ�ֵ�����ص㼰���÷�Χ��
��33��
���ȷ������ϵͳ�Ĵ����Ⱥͽ����ٶȣ���������Щ�����йء�
��34��
�Լ��������ŷ�ϵͳ�Ĺ���ԭ��(�ÿ�ͼ����ģ�������źŽ���˵��)��
��35��
�ջ�����ջ������ŷ�ϵͳ��������źŵ���ʽ��Ϊ���࣬�������ͻ���ϸ������ʲ
������
ôΪ���ݣ��������Ҫ�ص���ʲô��
��36��
�ջ�����ջ������ŷ�ϵͳһ��Ϊ�������ƣ�����λ�û������롢����ź���ʲô����
������
��������ȫ����ϵͳ�У�һ��Ҫ������Щ����������ܽ�����任�������
�� 37��
�����ŷ�ϵͳ��ϵͳ����Ks�����Ӱ���䶯̬���Եģ���ʵ��ϵͳ�У����ѡȡKsֵ(����˵��)��
��38��
�����ŷ�ϵͳ�����ᡢ�������նȼ�����Ƶ�������Ӱ��ϵͳ�Ķ�̬���Եģ�
��39��
��ν�����ŷ�ϵͳ�ĸ�����������β����ģ��Թ����ļӹ������к�Ӱ�죿��μ�
������
С��������Ӱ�죿
��40����ν���У����Լӹ������к�Ӱ�죿��ο��ƻ��������IJ�����
��41�����ػ����ڻ�е�ṹ��������Щ��Ҫ�ص㣿
��42�����ػ���������ϵͳ�������ͨ��������Щ�ص㣿
��43�����ػ��������������������Щ���ͣ���������ʲô���ϣ�
��44���ӹ����������ڵ��ɡ��е������Ĺ���ԭ����ʲô��
��45������ͣ��������ʲô��
��46�����ػ�����������ϵͳ������Щ��е���ڣ�����ʲôҪ��
��47�����ػ����ĵ�������Щ���ͣ����к��ص㣿
��48��������ӹ��������ļ��ֲ�����ʽ�����Ե��ص���ʲô��
��49����ν���������ػ�����
��50�����ػ����Ե����Լ����߲��ϵ���������ЩҪ��
��51�����ػ����ĵ��߲��ϳ��õ�����Щ�����Ǹ���ʲô�ص㣿
��52�����ػ������Զ�����װ�õ�Ҫ����ʲô��
��53�����ػ����Զ�����װ�õ���ʽ����Щ��
��54���������Ӧע�����������Щ��
��55�����ػ�����ѡ����ʽ�м��֣������������һ�֣�
��56�����õĵ���ʶ��ͱ��뷽������Щ��
��57�����ػ����Ļ�������һ���м������裿
58��ʲô�dz������ĵ�C�Ṧ�ܣ����ػ�������ΪʲôҪͣ��
59��ͨ�����ؼӹ����������Щ���ݡ�
60�����ػ������˻���������ļ����֣����кι��ܣ�
�ߡ�����⣺��������ÿ��5��10�֣��ۺϱ��ÿ��10��15�֣�
�� 1����������ͼ����ʾ������ӹ��������У�ͼ�еĿ��Ѽӹ���������Ϊ���ӹ���ϳ��ֱ��Ϊ10
mm�������ٶ�120mm/min������ת��Ϊ420r/min��������Z���˶�����̵�λΪmm���Ա��Ƹ�����ļӹ�����Ҫ��
���� (1)
ѡȡ���ʵĶԵ��㣬�����˳ʱ�뷽��ӹ����ӹ���ɺص��㣻
���� (2)
���þ��������̣���ͼ2�ϻ����������Ĺ켣����ָ����������Ӧ�ij���κţ�
���� (3)
������Ҫ������Ӧ��Mָ�Sָ�
��  
2������ͼ3-3�����̡�
3����G59ȷ�����ԭ�㡣
4����S�㵽E���̣�ʹ�þ���ֵ������ֵ����X��Z��U��W��ϱ�̣����ߵ���0.1mm/r��
5����S�㵽E���̣��ߵ���F�Զ���
6����S�㵽E���̣��ߵ����Զ�
7����S�㵽E���̣��ߵ����Զ�
8����S�㵽E���̣��ߵ����Զ�
9����S�㵽E���̣��ߵ����Զ���
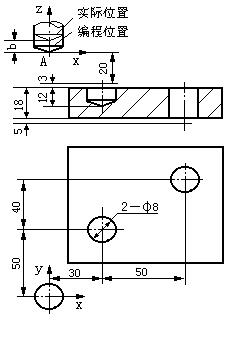
10�������ػ����϶�ͼʾ�����ף����ʱ����г�20mm���Ե�����A�㣬����ת��ѡ��S30�������ٶ�ѡ��F120�����ݿ�ѡ�æ�8mm����ͷ�������䳤��ĥ����Ҫ���Ȳ�����������b����3mm��������ΪH01��������H00�IJ�����Ϊ0���������������������Ա�д�ӹ�������
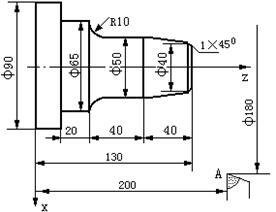
11����ͼ��ʾ���������ij���س����Ͻ��о��ӹ������Ц�90mm����Բ���ӹ���A��Ϊ�㣬����ת��ѡ��S630�������ٶ�F150�������ǵ�����X��U��ֱ��ֵ��̣��Ա�д�ӹ�����
12���Ա�дͼʾ����ļӹ�������ӹ���������5����25�˵��ۡ�M32���ƣ���ë���ߴ�Ϊ����50��150���Ѿ����ּӹ���Ҫ����
��
д��������ļӹ����ղ�ѡ�ߣ�
��
��д����������س����ϵľ��ӹ�����
��
����ϵ��ͼ�����������Զ�����12�֣�
13���Ա�дͼʾ����ļӹ�������ӹ���80��������3����8��6�ס�3��10��3�ۣ���ë���ߴ�Ϊ����90��20��Ҫ��
��
д��������ļӹ����ղ�ѡ�ߣ�
��
��д���������ʽ�ӹ������ϵļӹ�����
��
����ϵ�����������Զ��� (16��)
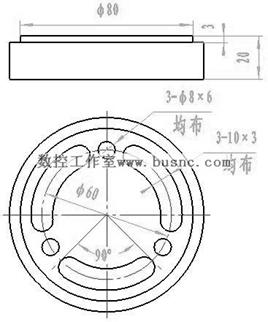
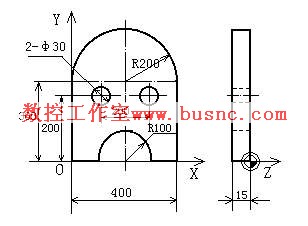
14����д��ͼʾ����ļӹ����ӹ�������ӹ��������������ף����ӹ��������£�������ϳ��T02��ϳ��������������������T04�����Ŀף�������黨��T06��ͨ�ף�ת��300r/min���������������Զ�������ϵ��ͼʾ���Ա�д����ʽ�ӹ������ϵļӹ�����(12��)
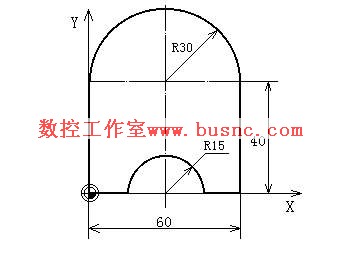
15������ͼ�����켣���б��
|
