|
|
|
|
|
数控加工工艺与编程考试题(1) |
|
注意事项 1. 请在试卷的标封处填写您的班级、姓名和学号 2. 请仔细阅读题目,按要求答题;保持卷面整洁,不要在标封区内填写无关内容 3. 考试时间为120分钟 一、判断题(第1~20题。将判断结果填入括号中。正确的填“√”,错误的填“×”。每题1.0分。满分20分) 1. 精车削应选用刀尖半径较大的车刀片。 ( ) 2. 车刀的后角愈大,愈适合车削较软的材料。 ( ) 3. 编制加工程序应注意工件的形状、夹持状况、加工刀具及精度要求等。 ( ) 4. 机械回零操作时,必须原点指示灯亮才算完成。 ( ) 5. 软件插补的优点是速度快、精度高。 ( ) 6.判断刀具磨损,可借助观察加工表面之粗糙度及切削的形状、颜色而定。 ( ) 7. 米制尺寸前附有“Ø”符号表示直径。 ( ) 8.在数控车床上钻削中心孔时,若钻头静点偏离中心,即无法钻削。 ( ) 9. 外圆车刀装得低于工件中心时,车刀的工作前角减小,工作后角增大。 ( ) 10.加工有偏心圆的工件时,应保证偏心圆的中心与机床主轴的回转中心重合。 ( ) 11.能进行轮廓控制的数控机床,一般也能进行点位控制和直线控制。 ( ) 12.工件在夹具中定位的任务是使同一工序中的一批工件都能在夹具中占据正确的位置。( ) 13.当按下电源“ON”时,可同时按"CRT"面板上之任何键。 ( ) 14.原点复归是指回到工作原点(X0、Z0)。 ( ) 15. 手动资料输入(MDI)时,模式选择钮应置于自动(AUTO)位置上。 ( ) 16.“G00”指令为刀具依机器设定之最高位移速度前进至所指定之位置, ( ) 17.液压传动中,动力元件是液压缸,执行元件是液压泵,控制元件是油箱。 ( ) 18.恒线速控制的原理是当工件的直径越大,工件转速越慢。 ( ) 19.经济型数控机床一般采用半闭环系统。 ( ) 20.内孔车刀的刀柄,只要能适用,宜选用柄径较粗的。 ( ) 二、选择题(第21~60 题。选择正确的答案,将相应的字母填入题内的括号中。每题1.0分。满分40分): 21.选择切断车刀刃口宽度,是依被车削工件的( )而定。 (A)外径; (B)切断深度; (C)材质; (D)形状。 22.大量粗车削外园车刀之主偏角一般宜选用:( )。 (A)0°; (B)20°; (C)30°; (4)45° 。 23.“K”类碳化物硬质合金刀具主要用于车削:( )。 (A)软钢; (B)合金钢;(C)碳钢; (D)铸铁。 24.判断数控车床(只有X、Z轴)圆弧插补的顺逆时,观察者沿圆弧所在平面的垂直坐标轴(Y轴)的负方向看去,顺时针方向为G02, 逆时针方向为G03。通常,圆弧的顺逆方向判别与车床刀架位置有关,如图1所示,正确的说法如下( )。 (A)图1a表示刀架在机床前面时的情况;(B)图1b表示刀架在机床后面时的情况; (C)图1b表示刀架在机床前面时的情况;(D)以上说法均不正确。
(a) (b) 图1 圆弧的顺逆方向与刀架位置的关系 25. G50X200.0Z100.0指令表示: ( ) (A) 机床回零; (B) 原点检查; (C) 刀具定位; (D) 工件坐标系设定。 26.若未考虑车刀刀尖半径的补偿值,会影响车削工件的( )精度。 (A) 外径; (B) 内径; (C) 长度; (D) 锥度及圆弧。 27.程序校验与首件试切的作用是( )。 (A)检查机床是否正常; (B)提高加工质量; (C)检验程序是否正确及零件的加工精度是否满足图纸要求; (D)检验参数是否正确。 28.在直径400mm的工件上车削沟槽,若切削速度设定为100m/min,则主轴转数宜选:( )r/min。 (A)69; (B)79; (C)100; (D)200。 29.过定位是指定位时工件的同一( )被两个定位元件重复限制的定位状态。 (A)平面; (B)自由度; (C)圆柱面; (D)方向。 30.钻削有一定厚度的一般钢料,其钻尖角度宜修磨成:( ) (A)108; (B)118;(C)128;(D)138度。 31.机械效率值永远是( )。 (A)大于1; (B)小于1; (C)等于1; (D)负数。 32.夹持工件时,下列那项可不予考虑:( ) (A)车削方式; (B)进给方向; (C)工件直径; (D)切削液。 33.数控机床切削精度检验( ),对机床几何精度和定位精度的一项综合检验。 (A)又称静态精度检验,是在切削加工条件下; (B)又称动态精度检验,是在空载条件下; (C)又称动态精度检验,是在切削加工条件下; (D)又称静态精度检验,是在空载条件下。 34.机械制造中常用的优先配合的基准孔是:( ) (A)H7; (B)H2; (C) D2; (D) D7。 35.下面关于勤劳节俭说法正确的是( )。
(A)消费可以拉动需求,促进经济发展,因此提倡节俭是不合时宜的 36.夹具的制造误差通常应是工件在该工序中允许误差的( )。 (A)1~3倍; (B)1/3~1/5; (C)1/10~1/100; (D)等同值。 37. 数控系统的报警大体可以分为操作报警、程序错误报警、驱动报警及系统错误报警,某个程序在运行过程中出现“圆弧端点错误”,这属于( )。 (A)程序错误报警; (B)操作报警; (C)驱动报警; (D)系统错误报警。 38.车削窄槽时,切槽刀刀片断裂弹出,最可能的原因是: ( ) (A)过多的切削液; (B)排屑不良; (C)车削速度太快; (D)进给量太小。 39.闭环控制系统的位置检测装置装在( )。 (A)传动丝杠上; (B)伺服电动机轴上; (C)机床移动部件上; (D)数控装置中; 40. 尺寸链按功能分为设计尺寸链和( )。 (A)封闭尺寸链; (B)装配尺寸链; (C)零件尺寸链; (D)工艺尺寸链。 41. 测量与反馈装置的作用是为了( )。 (A)提高机床的安全性; (B)提高机床的使用寿命; (C)提高机床的定位精度、加工精度; (D)提高机床的灵活性。 42. 液压夹头夹持不同材质之工件,其夹持压力应:( ) (A)不同; (B)相同; (C)保持最大压力; (D)任意夹持压力。 43. 只读存储器只允许用户读取信息,不允许用户写入信息。对一些常需读取且不希望改动的信息或程序,就可存储在只读存储器中,只读存储器英语缩写:( )。 (A)CRT; (B)PIO; (C)ROM; (D)RAM。 44. 精基准是用( )作为定位基准面。 (A)未加工表面; (B)复杂表面; (C)切削量小的; (D)加工后的表面。 45. 在现代数控系统中系统都有子程序功能,并且子程序( )嵌套。 (A)只能有一层; (B)可以有限层; (C)可以无限层; (D)不能。 46. 在数控生产技术管理中,除对操作、刀具、维修人员的管理外,还应加强对( )的管理。 (A)编程人员; (B)职能部门; (C)采购人员; (D)后勤人员。 47. 数控机床能成为当前制造业最重要的加工设备是因为( )。 (A)自动化程度高; (B)对工人技术水平要求低: (C)劳动强度低; (D)适应性强、加工效率高和工序集中。 48. 机械零件的真实大小是以图样上的( )为依据。 (A)比例; (B)公差范围; (C)技术要求; (D)尺寸数值。 49. 数控车床能进行螺纹加工,其主轴上一定安装了( )。 (A)测速发电机; (B)脉冲编码器; (C)温度控制器; (D)光电管。 50. 选择“ZX”平面指令是 :( ) (A)G17; (B)G18; (C)G19; (D)G20。 51.在数控机床的闭环控制系统中,其检测环节具有两个作用,一个是检测出被测信号的大小,另一个作用是把被测信号转换成可与( )进行比较的物理量,从而构成反馈通道。 (A)指令信号; ( B)反馈信号; (C)偏差信号; ( D)脉冲信号。 52.数控机床有不同的运动形式,需要考虑工件与刀具相对运动关系及坐标方向,编写程序时,采用( )的原则编写程序。 (A) 刀具固定不动,工件移动; (B)铣削加工刀具固定不动,工件移动;车削加工刀具移动,工件不动; (C)分析机床运动关系后再根据实际情况;(D)工件固定不动,刀具移动。 53.三针法配合外千分尺是用于度量螺纹的:( )。 (A)大径; (B)小径; (C)底径; (D)中径。 54.钢中含碳量降低时其:( ) (A)塑性随之降低; (B)强度随之增大; (C)塑性增大而强度降低; (D)塑性与强度均增大。 55.数控系统中,( )指令在加工过程中是模态的。 (A)G01、F; (B)G27、G28; (C)G04; (D)M02。 56.在V带受弯曲时,截面内保持长度和宽度保持不变的是:( ) (A)顶胶; (B)中性层; (C)底胶; (D)包布层。 57.为了保障人身安全,在正常情况下,电气设备的安全电压规定为( )。 (A)42V; (B)36V; (C)24V; (D)12V。 58. 以圆弧规测量工件凸圆弧,若仅二端接触,是因为工件的圆弧半径: ( ) (A)太大; (B)太小; (C)准确; (D)大、小不均匀。 59.数控编程时,应首先设定( )。 (A)机床原点; (B)固定参考点; (C)机床坐标系; (D)工件坐标系。 60. 滚珠丝杠副采用双螺母齿差调隙方式时,如果最小调整量为0.0025mm,齿数Z1=61,Z2=60,则滚珠丝杠的导程为( )。 (A)4mm (B)6mm (C)9mm (D)12mm 三、简答题(每小题4分,满分20分) 1.简述G00与G01程序段的主要区别?
2.刀具半径补偿的作用是什么?在数控车床上使用刀具半径补偿有哪几步?在什么移动指令下才能建立和取消刀具半径补偿功能?
3.数控机床加工和普通机床加工相比有何特点?
4.G90 X20.0 Y15.0与G91 X20.0 Y15.0有什么区别?
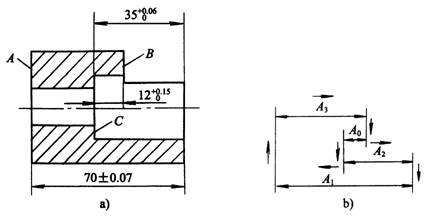
5.有一套筒如图所示,以端面A定位加工缺口B时,计算尺寸A3及其公差。
(a)套筒简图 (b)尺寸链图 四、编程题(满分20分) 用数控车床加工如图所示零件,材料为45号钢调质处理,毛坯的直径为60mm,长度为200mm。按要求完成零件的加工程序编制。
(1)
(2) 对所选用的刀具规格、切削用量等作简要工艺说明; (3) 加工程序单要字迹工整。
|
 |